Electrical Porcelain
|
[Trade Journal] Publication: Electric Journal Pittsburgh, PA, United States |
||||||||||||||||||||
|
Electrical Porcelain G. I. GILCHRIST and T. A. KLINEFELTER This article deals with a phase of the electrical field which is still in the "rule of thumb" stage in a great many respects. A resume of existing literature on the subject shows data of varying value, and much haziness in general. The electrical porcelain manufacturer, the ceramic engineer, the designing engineer and the operating engineer all view the problem from different angles. The object of this article is to bring about a better understanding between production and operating engineers, particularly that the latter may understand the manufacturing standpoint. To get this standpoint clearly, it is desirable, first of all, to outline the manufacture of electrical porcelain step by step; next, the data obtained from an investigation of porcelain mixes and ingredients and their influence on design; finally, the design itself. THE foundation of porcelain manufacture is the mixture of materials which, when burned, makes the porcelain. Electrical porcelain, as far as its main ingredients are concerned, is like other porcelain, china ware or chemical ware. The proportions are different and the treatment a little different. A mere listing of the various components of the high grade wares and the widely different localities from which they come will enable one to understand how the porcelain maker is hampered by variable factors.
SELECTION OF MATERIALS
The three main factors, or ingredients, are flint, feldspar and clay, and there are many different kinds of each ingredient to choose from. In the choice of flint, there is flint from the pebble, which is an amorphous form; flint from quartzite, the crystalline form, or just plain, pure sand, ground up. And then, again, it may be dry ground or wet ground. There are numerous feldspars, and a great variety of clays. In the case of flint the porcelain maker wants a finely ground or powdered material which is clean and pure. The ordinary flint is very finely ground quartz rock, almost pure silicon dioxide. In appearance, the ground material might be mistaken for ordinary white flour. As the material is abundant, there is no trouble from adulterants or impurities, and so the user is generally concerned only about the fineness of its grinding. This is important, so a shipment of flint is usually checked up for fineness of grain and moisture content. The same statement applies also to feldspar shipments so far as the usual routine testing is concerned. However, due to its importance and the wide variation of feldspar quality, other tests must be made, and the material checked from time to time. The feldspar is the active agent in the mix during the burn, and, if adulterated with flint or with an inferior feldspar, an otherwise high grade spar may be very inefficient in producing the degree of vitrification desired. So a chemical analysis is frequently of service in determining the quality of the material. A much used test is to melt some of the feldspar in the kiln and obtain an idea as to its quality by examination after the burn.
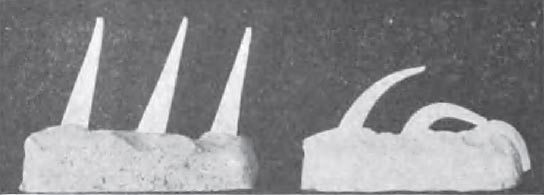
A still better method, which was used during the investigations here described, is to make the feldspar into standard cones, such as are used in determining kiln temperatures. These cones are made from the same materials as the body itself, but of such proportions that they flux or deform when the proper firing temperature is reached. Standard set of cones of standard composition are made in pyramidal form and are set in a base or plaque of clay as shown in Fig. 1. The temperature is indicated by the degree of deformation, which is a measure of both the duration and intensity of the heat. In order to determine the properties of a new feldspar, cones of the pure spar are made up, also some containing varying amounts of flint; all are placed together in a base or plaque with regular standard cones and fired in the kiln. By comparing these cones with those made from other feldspars the relative value of the feldspar in the body mix can be judged quite accurately. As to their chemical natures and properties, feldspars are alkaline aluminum-silicates, and so are rich in either soda or potash or both. But there is no practical commercial process for making the proper separation. If the chemist can find the key, he will unlock a wonderful storehouse of these valued products, especially the potash. Furthermore, it has been found that the potash feldspars are the more highly desirable in the manufacture of high grade clay wares, rather than the soda spars, since the potash ware has a clear bell-like ring when struck, while the ware made of the soda spar gives off a dull wooden sound. In the same way, the variation of clays is wide. No two clays are quite alike. However, in a broad general way, the porcelain maker divides his clays into two classeschina clays or kaolins, and ball clays. In both cases he has an enormous variety from which to choose. When feldspar, under the action of water, breaks up it forms clay. Thus, clays are simply products of decomposed or weathered feldspars. If the feldspar is pure and free from coloring oxides a white kaolin, rather coarse grained, is the result: If, however, the feldspar or kaolin has been washed away and mixed with iron, etc., the various colored clays are the result. If the process of washing and grinding is continued a long enough time, a very fine grained clay is the result. In its journey, it has become thoroughly mixed with organic materials. Such clays become our ball clays. The china clay, coarser grained and freer from impurities, burns to a whiter color than the ball clay, does not vitrify or fuse as soon, and gives, consequently, a body of rougher texture. Mostly because of the color, the china clay is given greater predominance in a body mix by the manufacturer of dishes, etc. The ball clays, however, on account of their fineness of grain, and perhaps their organic substances, make a body which is very plastic and flows exceptionally well. Then, too, they are more sticky and hold the body ingredients together better than the china clay. Hence, a piece of ball clay ware, having been shaped and put aside, to dry is not so likely to crack. Having chosen feldspars from Canada or the New England States, or Pennsylvania or some southern state, and flint from sources as wide, and clay from England and Tennessee and Kentucky and Georgia or the Carolinas, the next step is a sampling of each carload received. The amount of moisture or water must be determined, especially in the case of clays. The clays are likely to contain a 20 percent variation of moisture content. In the case of the other materials, flint and feldspar, another factor must be watched carefully. This is the determination of how finely the material has been ground in the mills.
MECHANICAL TREATMENT OF MIX
The batches are usually weighed in lots of about one ton. Since they are sticky and hard to break up, the clays are weighed first and thrown into the "blunger" some time before the remaining ingredients are added. The blungers are great churns which beat and mix all the ingredients with hot water, so that after several hours of blunging, the mass is reduced to a thick, creamy consistency termed "slip". The hot water tends to keep the temperature the same summer and winter. Of course, for the sake of adequate production, several of these blungers are going at the same time. Having been blunged, the slip from several blungers is run together and mixed and allowed to run over a screen which is kept shaking rapidly by mechanical means. The screen catches most of the dirt and impurities and coarsely ground materials. The slip which runs through the screen goes on to a cistern where it is kept in motion to prevent the heavier ingredients, the flint and feldspar, from settling out. From the cistern the slip is pumped up into filter presses. The water is strained out to a certain degree, leaving a cake behind containing a more or less definite water content. The time required to do the pumping, and the pressure to which it is necessary to pump, depend primarily upon the body mix. Commercially the pumping takes several hours for electrical porcelain. After the pumping is completed the cakes are taken to a cellar or storeroom where they are piled up in a close compact mass. Here the mass stands and ages for considerable length of time. This aging is primarily for the purpose of allowing the water to permeate all parts of the mass equally and thoroughly. The aging time varies considerably in practice and depends upon the mixture itself, the kind of cellar used and the ultimate process of manufacture. For instance it has been found that clay stored on oak planks becomes more plastic than when stored on a cement floor. The tannic acid of the oak is supposed to be the main factor here. Instances of this kind have led to considerable experimenting with the use of chemicals for adding plasticity to clay. Although the experiments were rather successful, on the whole the results have never been adopted commercially because in most cases it is considered cheaper to buy a clay of the necessary plasticity rather than to treat an inferior grade. The introduction of some acid does not explain all of this phenomenon of added plasticity due to storing, and in some cases investigators have proven that a certain amount of bacterial growth goes on. However, the ordinary commercial mix cannot wait on bacterial growth nor bother with chemical treatment. It is aged long enough for the moisture content to become uniform.
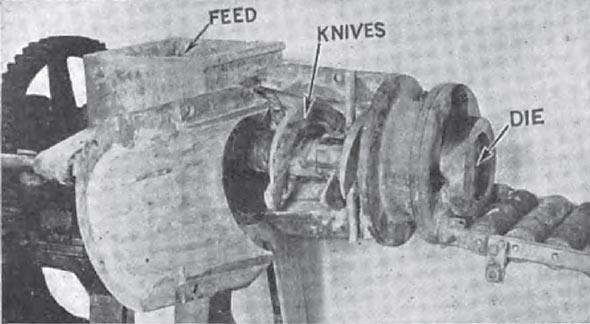
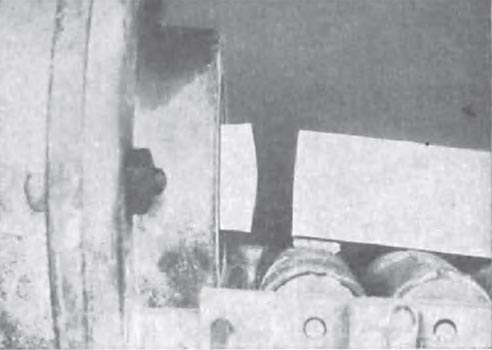
Having reached this stage, the mass is now intimately and thoroughly mixed by machines to obtain the maximum degree of plasticity and workableness as well as to eliminate as much as possible, the air in the clay. There are various sorts of machines for doing this, the commonest one being the "pug" mill. This is a tube or cylinder, horizontal or vertical, with a central shaft carrying knives. These knives, set at proper angles, cut and push the clay toward the end, as shown in Fig. 2, where a relatively small hole allows the mixed clay to come out. The setting of the knives and the speed at which they travel are determined primarily by the kind of body used. The hole for allowing the escape of the clay, is threaded so as to allow a die to be screwed on, so that the opening may be varied in size or shape. Its construction is of great importance. A clay column flows in much the same manner as water in a streamthe center faster than the sides. In bad cases, this differential flow causes layer after layer which at times can be unwrapped almost like a roll of cotton batting. A die nozzle and an extruded clay section two inches wide by three-fourth inch thick are shown in Fig. 3. The part separated from the die was cut flush with its face. The section protruding from the nozzle illustrates the manner in which the friction of the sides causes the conditions above mentioned. The knives evidently start some of this trouble, especially where the clay is quite plastic and does not weld together again very readily after being cut.
Although this trouble is always reduced as much as possible, it is never absolutely eliminated with this type of machine. In the old method of working the clay by hand, termed wedging, this difficulty was not present but it is, of course, much too slow and expensive a method to be used commercially. However, if the die is properly constructed, the knives carefully set and the speed properly adjusted for a particular body mix, there should be little trouble from laminations. Furthermore, the workmen rework the clay to a certain extent so that any lamination will be neutralized almost entirely.
FORMING THE WARE.
In working the body into ware, it goes to the various benches, to be "jiggered" or pressed, or turned on a lathe. All these processes are really mechanical modifications of the ancient method of making clay ware by "throwing"; which consisted in placing a lump of clay at the centre of a horizontal wheel, which is kept spinning. The article is then pulled up and shaped by hand.
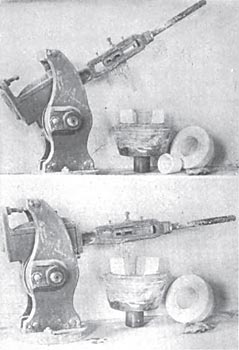
To insure uniformity and gain speed, the jigger wheel came into use. Instead of a flat horizontal wheel, a pot-shaped container is used, which holds a plaster mold. This is shaped on the inside in the form of the outer surface of the piece to be manufactured. The inside of the piece is then shaped by a cutting edge or form which swings down in the arc of a circle or drops down like a drill press. A jigger arm is shown in two positions in Figs. 4 and 5. A modification of this method is the jigger press where the mold is held stationary, and the inside of the clay piece is shaped by a core or plunger which does the spinning as it drops down. The plunger must be kept heated to the right temperature or the clay will stick to it. In neither case is the operation quite as simple as it looks. The chunk of clay from which the ware is formed must be shaped by hand and worked somewhat before dropping into the mold and, furthermore, it must be dropped in rather carefully. The jiggered ware must be manipulated and smoothed by the workman while it is being shaped. After being formed the mold and shaped ware are allowed to stand for several hours in order to stiffen. This is accomplished by the mold, which being of plaster of Paris absorbs water from the ware. The ware is then taken from the mold. The making of molds is one of the important processes in a porcelain plant. The molds are costly to model and break quite easily. The design of the ware must also be such that it can be removed from the mold, which is in one piece. After remaining in the molds a sufficient time to permit handling, it is in a condition known to potters as "leatherhard", when it is delivered to the trimmer, who places it on a plaster shape which is the reverse of that in which it was formed. The plaster die fits the inside of the ware, leaving the outside exposed. The whole is set in a revolving container, and the trimmer smooths and finishes off the outer surface. Being relatively smooth on the inside and outside the ware can now be dried. In many cases, this procedure is reversed, i. e., the ware is dried to a condition termed bone dry and then trimmed. Both methods have their advantages and disadvantages. Certain types of electrical porcelain, such as bushings and bus-bar supports, are quite difficult to handle by jiggering. In such cases, a cylinder of clay of correct size is squeezed from the pug mill and allowed to dry to a stage just right for turning. It is then placed on a mandrel and turned down like a piece of wood. It is easy to see that if the blanks are not properly pugged, dried and handled, they may turn out defective. Another process of recent origin is that of casting. This consists in taking the clay after it has been filter pressed and working it back again into the form of a slip by the aid of chemical salts. Using these, it is possible to obtain a clay slip which will pour in a fine stream and yet possess little more water than the clay being used at the jigger wheel. In this condition the slip may be poured into molds constructed for the purpose and form all sorts of intricate shapes not possible by other methods. This method requires careful technical control and has not yet displaced the ordinary methods when they can be used. It is quite largely used in art ware, however, and results in exquisite work. The last process in common use is that of dry pressing. Here the filter cake is dried out, beaten up into small pieces, a definite amount of water added and further disintegrated into a fine powder. It is then placed in powerful presses and squeezed between dies. This results in a compact mass which becomes quite tough on being dried out. The ware produced by this method is somewhat different in structure from that produced by the other methods, which are known as the wet process and the casting process. It is more open and porous as a rule. In general, it is used for low voltage porcelain; that is, knobs, cleats, switch bases, etc. After being formed, the drying, trimming, etc. is carried on in the same way as the other processes.
DRYING
The drying of clay is a step in the process of manufacture, next in importance to that of firing. The general weather conditions, drafts in the drying room, rapid change of humidity, rate of heating, and design of the ware are several important factors. The designer must be eternally on the lookout in the matter of so shaping his piece that the drying can be carried out on a commercial basis. Depending upon the design, the ware may be dried in a few days or it may take weeks. Since the drying of any piece of ware, is a matter of several days, the drying areas occupy a large proportion of the factory, and the space must have a fair margin over the normal demand, so as to keep a steady production.
GLAZING
When dried, the ware is dipped in the glaze. This is a thin coat of glass made up of the same ingredients as the body, in different proportions and with materials added which will cause the mixture to melt to a glass long before the body itself. Generally a coloring oxide is added to produce the desired color. Its uses are several. The body surface of the unglazed piece is slightly rough and would collect dirt. The glaze prevents this. Again, the color can be varied. Generally, the color is such as to render it inconspicuous. The extra insulation afforded by the glaze is too small to be taken into account. The glaze must be kept stirred constantly, must be of the right weight, must be put on to the proper thickness, and finally, must be fired correctly. Unless the glaze is suitable to the particular body on cooling it may contract more than the body and pull apart in cracks, generally called crazing. Old glazes nearly all craze in time. Just as often the reverse of crazing, known as "creeping" or "crawling", occurs and the glaze collects in globules, or draws away from an edge, leaving the body bare in places. Again unless the proper degree of heat has been reached, it will look dull and pitted, and if overheated, the color may change or even be burned out. The colored glazes are rather limited, since very few coloring oxides will withstand the high heat of the porcelain kiln. Two or three are reliable and one or two more rather uncertain. The rest simply evaporate. Fortunately color, especially delicate shades, is unimportant and rather a minor consideration in electrical porcelain.
BURNING
After glazing, the ware is ready for the kiln. Here the pieces are placed in "saggers", or refractory containers which hold the ware. The saggers are stacked one on top of another, until the kiln is filled. A number of physical and chemical changes take place in the firing of porcelain. There is still a certain amount of water held mechanically in the ware. This is first baked out. During this period, the rate of heating must be slow; otherwise, the water quickly turns to steam and blows the ware to pieces. The next thing to escape is water in chemical combination. As the temperature continues to rise, various gases are given off- by the glaze constituents. It is only after these gases are driven off that the glaze becomes smooth. Finally, the white hot stage is entered. The feldspar grains soften and fuse with the flint and clay. The flint grains partly dissolve as well as most of the clay particles, the feldspar acting as the flux or solvent. The feldspar becomes molten and the clay particles break up into other chemical forms, parts of which are dissolved in the-feldspar. Since the burn is not carried to a high enough temperature for the flint to dissolve completely in the feldspar, the body tends to remain more open and porous the higher the flint content With still higher temperatures, entirely different characteristics might result, due to the continued solution of ingredients and change of chemical form. The burning having reached the necessary high temperature, the kiln is allowed to cool slowly. Rapid cooling would spoil the ware, since internal strains would be set up, resulting in cracks after being taken from the kiln. After drawing from the kiln, the ware is ready for inspection. No glaze defects, no cracks in the body, no over-fired nor under-fired ware is tested or assembled. Before assembling, the separate parts are tested electrically, and after assembling the whole piece is tested. It is then ready for shipment.
|