[Trade Journal]
Publication: Transactions of the American Ceramic Society
Columbus, OH, United States
vol. 8, p. 327-335, col. 1
RE-ENFORCED CONCRETE AS APPLIED TO POTTERY CONSTRUCTION.
BY
ARTHUR S. WATTS, Victor, N. Y.
In bringing before you the subject above mentioned it is not my idea to discuss the preparation of concrete or the systems of re-enforcing concrete, but to call your attention to the fact that this is to my mind the ideal material for erecting potteries. All woodwork about a clay working plant is thoroughly dry and the fact that for economy's sake the ware must be fired close to these dry buildings makes the fire risk very serious. The insurance companies appreciate this fact, as the rates of insurance indicate. If the manufacturer could know that his plant is proof against fire and could add the amount which he now spends for insurance to his annual profits, the outlook for clay manufacturing industries would brighten immensely. Moreover, wood construction has become so expensive that a brick building can be erected almost as cheaply as a frame building. However, your floors and ceilings must be of wood. Of course steel truss and fire proofing floors could be used, but the delay incident to obtaining steel material and the cost of this form of construction are against its use. In many of our recent pottery fires the loss of models, molds and ware in the process of manufacture has been more serious than the loss of the buildings.
| |||
| Fig. 27. General View, Showing Position of Factory With Reference to Railroad. |
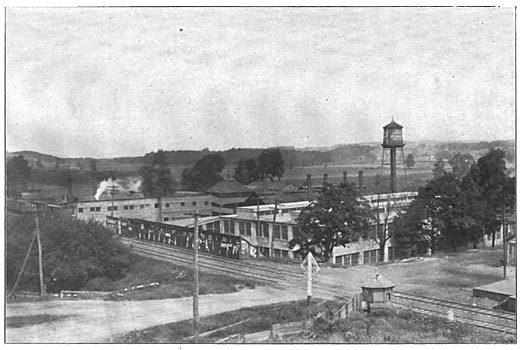
What the potter wants to-day is a form of construction which is in itself fireproof, which can be built without serious delay on account of material and which will not cost far in excess of frame construction. I believe we have this in the new plant of The Locke Insulator Mfg. Co. at Victor, N. Y. The only wood used in the construction is for window frames, which could not be obtained of iron without long delays. The floors are all of re-enforced concrete and are constructed to stand a live load of 200 pounds per square foot, so that any ordinary pottery machine can be located where you please with no fear of overtaxing your floor. The ceilings and roof being of concrete, furnish a solid fastening for any heavy shafting. The floors being supported by columns and not walls, enables you to have as many windows as you wish. The foundations, as shown in the accompanying drawings, are flared at the base, thus furnishing a very substantial fastening, which is also re-enforced with steel bars.
| |||
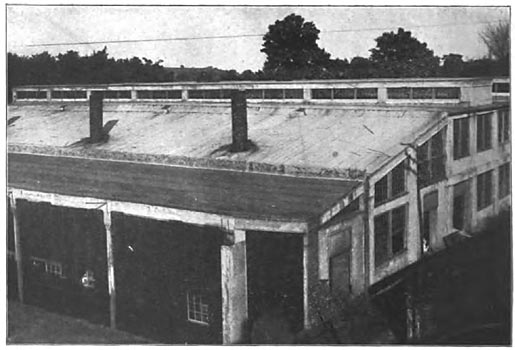
| Fig. 28. Reinforced Concrete Factory Exterior View, Showing Temporary End, As Arranged for Coal Storage. |
The columns are constructed of bars 6f twisted steel held in place by steel coils forming a skeleton column one inch less in diameter than the completed column. This skeleton is incased in concrete, making a solid column. The columns are filled at the same time as the surface above, so that column and floor are firmly joined. The walls between the outside columns are not filled when the building is erected, but are put in as curtain walls later. The number of columns can be reduced by using heavier steel bars and making the spans longer without in any way weakening the structure, as the concrete is only used to take the load of compression.
For erecting storage bins for heavy materials, such as clays and spar, I find this form of construction ideal. The plan shows the clay storage bins along the railroad front, which in our case is above the level of the second floor of the plant. This enables us to deliver our materials from the cur into the storage bins by gravity. The materials are stored on the second floor of this building. On the first floor are the mixing tubs or ball mills, which are filled from hoppers in the floor above. These hoppers are loaded when convenient and it only requires the pulling of a chain to fill a mill. The columns supporting these storage bins are 12" in diameter and 10 feet apart. These storage bins are carrying at present 700 to 800 lbs. per square foot of floor surface with no evidence of strain.
| |||
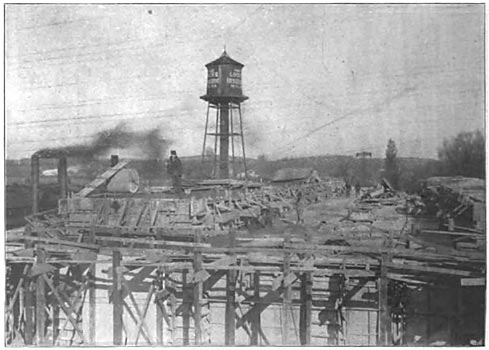
| Fig. 29. Reinforced Concrete Construction, Showing False Work for Monitors. |
Of course, there is an additional expense for steel in such heavy construction, but even with this added I doubt if the cost exceeds that of a frame building supported on wooden columns and erected to support an equal live load.
In pottery construction there is one place in which this form of construction is especially valuable. That is in the erection of a high, well-lighted kiln shed. I know personally of a large number of progressive potters who are using no kiln sheds at all rather than use wood with the attendant fire risk.
Our kiln shed is 100 x 180 feet, with columns 20 feet apart, and ranging in height from 14 to 24 feet. The valley of this building is to be used for an overhead coal storage, the roof being built to carry 400 lbs. live load per square foot. Skylights are located between the kilns and these, with the end windows, make a very well lighted room.
 |
| Fig. 30. Ground Plan of Factory No. 2. Locke Insulator Mfg. Co., Victor, N. Y.. |
Concrete coal shutes, 3' x 3' 6", are located at convenient points and furnish an abundant supply of coal at all times, since the shute alone holds enough for 24 hours' firing. The columns in this kiln shed being only 12" in diameter, hexagonal in shape and located directly against the hub of the kilns, there is no loss of room on account of supports. The kiln stacks are to be hooded where they come through the roof, so that the rain is kept out. The first cost of such a building erected with steel truss roof and corrugated iron cover would be equal to or greater than this form of construction, and you would have a constantly increasing repair item, as the corrugated iron rusted through. This would mean a new cover at least every five years. Beside this is the item of heating such a building in winter. An iron roof means a hot building in summer and a cold building in winter. Our kiln shed can be completely closed in winter and be as warm as any other part of the factory, while the skylights and end windows can be opened in summer and abundant ventilation provided to make the place comfortably cool.
| |||
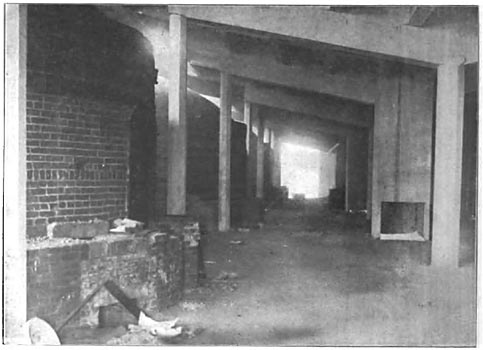
| Fig. 31. Kiln Room, Showing Partially Completed Kilns, and Beyond, the False Work for First Floor Ready for the Concrete. |

| |||
| Fig. 32. Kilns, With Concrete Coal Chutes Between. |
The contractors of our building were Ransome & Smith, No. 1 Broadway, New York. They furnish all equipment for this work at a reasonable rental and build on a "fixed sum plus cost" basis. This fixed sum includes salary of engineers and architect, who are on the ground, and details of the plant construction can be perfected as the work progresses. This eliminates the annoying delay incident to perfecting plans. Excepting the engineers and a few good carpenters, the labor for this form of construction is of a low order. I give below some data obtained during the progress of this work.
Our sand cost us, laid down at mixer, $1.24 per yd.
Our gravel cost us, laid down at mixer, 92 cts. per yd.
Our cement cost us, laid down at mixer, $1.25 per bbl.
 |
| Fig. 33. Section of Factory No. 2. |
The twisted steel bars used for this form of re-enforced concrete construction were furnished by the contractors at about $45.00 per ton. Total twisted steel for this construction cost $1,708.03. All these items except the steel are subject to fluctuations due to location and season. Our sand and gravel were more expensive than they should be on account of freezing weather. The labor costs of this work were also somewhat raised owing to the winter. Had the winter not been exceptionally mild the labor items would doubtless have been very much higher than they are.
Labor Costs Obtained on this Work.
Labor, excavating for foundations and tunnel, 3c per cu. ft.
Placing falsework and concreting foundation piers, 8 1/2c per cu. ft.
Ground floor, including grading, strips and floating surface, 1 3/4c per surface foot.
Setting up falsework for columns and second floor, 1 1/2c per square foot, second floor.
Concreting columns and second floor, 3c per sq. ft.
Setting up falsework for columns and flat roof, 12c per square foot of roof.
Setting up falsework for columns and slant roof, 15e per square foot of roof.
Concreting on flat roof, 3c per sq. ft. roof surface.
Concreting on slant roof, 5c per sq. ft. roof surface.
Laying composition roof, 1c per sq. ft. roof surface.
Whitewashing walls and ceiling, 30c per square. Extra high on account of winter.
All concrete was machine mixed except for the foundations, which explains the increased cost of this item.
The tunnel, above referred to, connects our old and new factories and is 6 feet deep and 6 feet wide. This, of course, made expensive excavating, which raised the average cost of this item.
Windows and doors are reasonably standard.
For our fire doors we purchased sheet tin and surfaced plain, 3-ply pine doors. The labor of this item amounted to $1.65 per door.
For enclosing the mould rooms I am using concrete board, 3/8" thick. This material comes in blocks, 36" x 32", and consists of three sheets of paper incasing two thin layers of cement. This material is quite strong and cannot burn, so that if a fire were started in the mould room it could be smothered there. This concrete board costs us $4.00 per thousand square feet F. O. B. factory.
In conclusion I would say that where time is the important item in a building contract this form of construction has no competitor. Ground was broken for this new factory on Oct. 15th. On January 15th part of the buildings were released to us and except for whitewashing we could have moved into the completed factory eight days later, which means we erected buildings, furnishing 46,800 sq. ft. of floor space in 100 days of winter weather. If more proof is wanted, I invite members of this Society to Victor, where you can see for yourselves.
DISCUSSION.
The Chair: This paper is something new in our proceedings and it is certainly very interesting. It is open for discussion.
Mr. Parmelee: I was very much interested in the disposition of the coal bins. I would like to know whether the coal is delivered by gravity into the coal room?
Mr. Watts: Yes, it is. I think I have a drawing of that. There is a detailed drawing showing just the way the reinforcing was done. You see, each of these sections here is a bay, and the concrete is reinforced by a couple of twisted steel bars to take the tension. The concrete, then, only has to take the load of compression. This drawing (indicating) shows the dip of the kiln shed, with the valley in the center. We shall have a steel roof over the lower bay, and the two bays will be used as a great hopper to hold a coal supply. Our factory is located sixteen feet below the level of the railroad, which gives gravity as a means of handling our material. The coal is dropped out of the car into the hopper above the conveyor. It can be accomplished as well when the factory is on a level as when below the railroad. Then along the kiln shed there are my coal chutes. I propose dropping the coal, as nearly as possible, directly over these coal chutes. I first thought to put the coal in a great hopper, but I found the expense would be so great as hardly to be justified. We can get enough coal in these chutes to run 24 hours.
The Chair: The pile is right above the chutes?
Mr. Watts: Yes, sir. In case of pending strike, I would have the area between these chutes filled.
The Chair: What is the size of the chute?
Mr. Watts: Three by three feet-six. The bay here (indicating) has an area of 30 feet wide by 15 feet long for coal storage.
 |
| Fig. 34. Exterior View of Factory No. 2. |
