[Trade Journal]
Publication: The Ceramist
Newark, NJ, United States
vol. 5, no. 2, p. 74-91, col. 1
THE MANUFACTURE OF ELECTRICAL PORCELAIN AT
THE PLANT OF PASS & SEYMOUR, INC.
By Robert F. Sherwood (1)
Porcelain, today, by the very reason of its harmonious combination of utility and beauty, and its resistance to the ravages of time, occupies and enjoys a well earned and most important position in the electrical industry.
Beginning in 1890, when wood, glass, rubber and lava were used mostly for electrical insulation, Albert P. Seymour, Superintendent of the Syracuse Lighting Company, and James Pass, General Manager of the Onondaga Pottery Company, started a small plant for making porcelain insulators; they were pioneers showing the way to better electrical insulation. This first factory contained one kiln, 8 ft. in diameter. In 1891, a second kiln was added, and in 1894 the capacity of this second kiln was increased.
In 1900, Pass & Seymour, Inc. moved to the present location, and have increased their capacity from a single building to five buildings and the kiln capacity from the single kiln to six 14-ft. kilns.
Manufacturing Process
Throughout the entire plant will be found the most up-to-date methods of guarding the various forms of machinery for the protection of the employee. A modern First Aid Room is maintained in the factory, and is in charge of a competent trained nurse at all times.
The materials that go to make up the porcelain body are English china clay, English ball clay, Florida kaolin, flint, feldspar and whiting. The batch, or mix, is weighed up on platform scales, placed in the two-paddle blunger and allowed to blung for 2 hours. The slip is then pumped over a series of hexagonal rotary lawns, the first lawn being 100-mesh and the second 120-mesh. From this latter lawn the slip passes to an agitator below the floor.
No magnetic separator is used, nor is one necessary. Each car of raw material used in the body or the glazes is carefully inspected and tested by the ceramic laboratory before it is unloaded and placed in the bins; the greatest care is exercised in preparing the batch of either the body or the glazes.
From the agitator below the floor the slip is pumped to the filter presses. After filterpressing, the cakes are placed on boards and taken by truck to the dryer. This dryer consists of a series of racks heated with steam coils. A tunnel dryer has been designed which will conserve both the time of drying and floor space. In this dryer the moisture content of the filter press cakes is reduced to about 15 per cent. When sufficiently dry, the filter press cakes are broken up to about the size of walnuts, by using a crusher or cracker, and then reduced to dust by means of a dust mill or grinder.
The clay dust is caught in a bin when blown from the dust mill and here divides itself into what is termed fine clay, medium clay and coarse clay." The fine clay, being the driest particles of the material, is carried to the end of the bin farthest from the dust mill; the coarse clay drops at the end of the bin nearest the dust mill; and the medium clay is found in the middle of the kiln. The average moisture content of this clay as it comes from the dust mill is about 15 per cent.
| |||
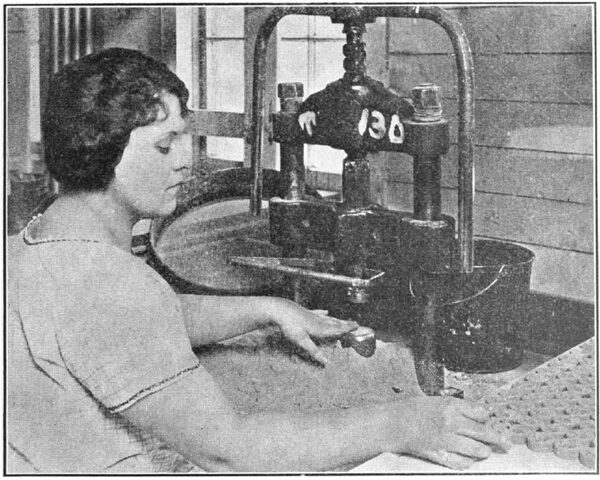
| Fig. 1, Girl Press Operator |
The clay is shoveled into boxes equipped with six casters, and so delivered to the press operators. Before this delivery, the boxes of clay are allowed to stand of age, from 1 to 3 days, it having been determined that the working properties of the material are bettered by this aging. Each operator makes the selection as to the kind of clay wanted for the particular die which he or she is using.
The die is not oiled, as is the usual practice in dry-pressing electrical porcelain. The oil is a very thick vegetable compound, and is mixed with varying proportions of kerosene depending upon the die. This combination of oil and kerosene is mixed with the clay as it is screened by the press operator. Each operator has a screen, as shown in the illustration, Fig. 1. The screen is filled with clay, the oil mixture added, and the clay shaken and rubbed through the screen. After screening, the operator again mixes the clay thoroughly, making sure that the oil is evenly distributed throughout the clay to be pressed.
| |||
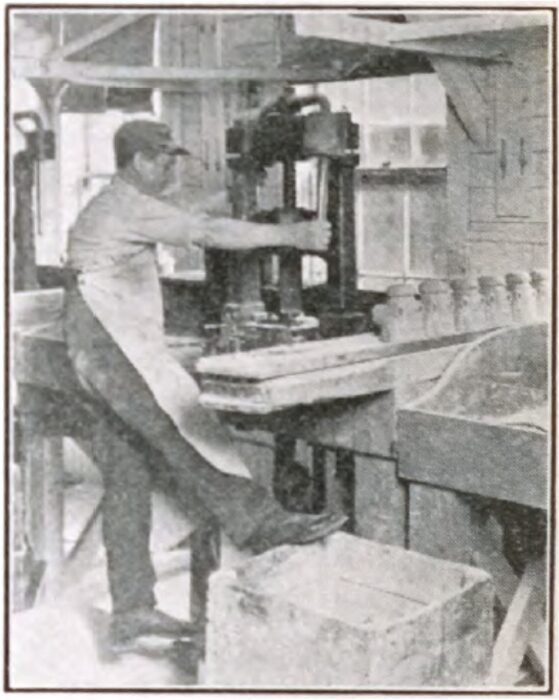
| Fig. 2, Filling the Die for Transformer Cutout Case Manufacture |

| |||
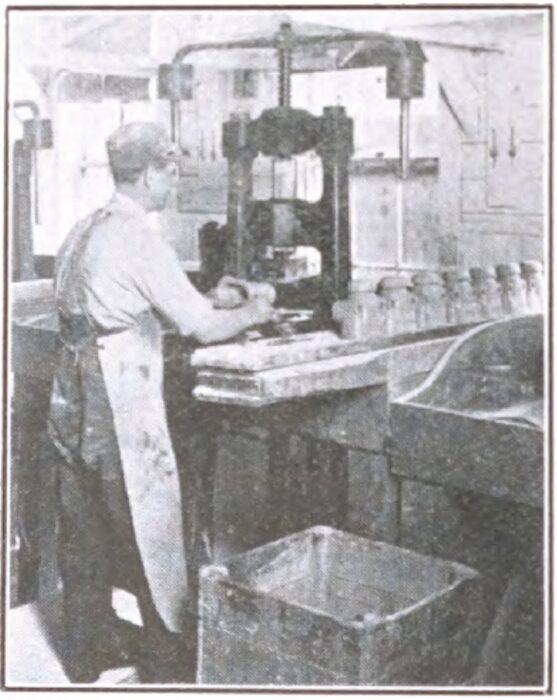
| Fig. 3, Pressing the Piece for Transformer Case Cutout Manufacture |
| |||
| Fig. 4, Removing Piece From Die, Transformer Cutout Case Manufacture |
| |||
| Fig. 5, Pressing Porcelain Sign Receptacle |
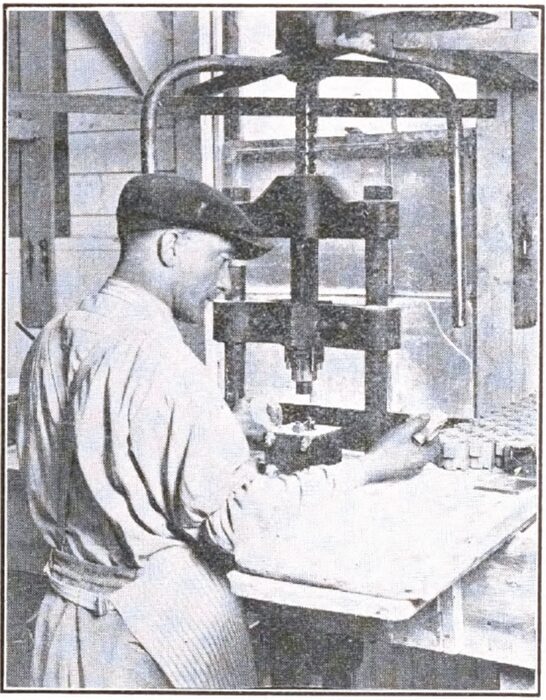
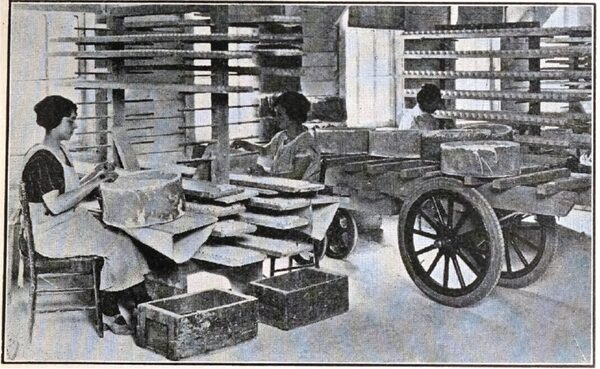
The three stages in making one of the larger pieces, a transformer cutout case, are set forth in the illustrations, Figs, 2, 3 and 4. The first shows the operator filling the die; the next, the pressing of the piece; while the third picture, Fig. 4, shows the removal of the piece from the die. For each die there is a gauge, and the operator makes certain that each piece is made to the gauge. This gauge is seen on the ware board of the operator making porcelain sign receptacles, Fig. 5. The presses of the girl operators have been lowered to allow the girl to sit at her work, indicated in Fig. 1. A guard is also on each of the presses operated by girls. Considerable speed and accuracy are obtained by the operators, the girl in the photograph making 10,000 to 12,000 of the pieces shown in 9 hours.
Dryer Rooms and Drying
As the ware is made or pressed it is placed on boards and these boards are placed on transports holding from 12 to 30 boards, depending upon the size of the ware. These transports are moved by means of lift trucks to specially designed dryers. There are four of these dryers in all, each holding four transports. The dryers are heated by exhaust steam, the heat being circulated through the dryer by a blower of the Turbo connoidal type.
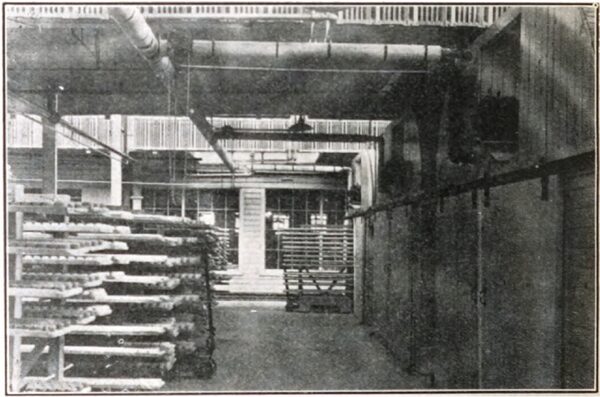
Each dryer is equipped also), with a steam jet or spray, which may be used to increase the humidity in the dryer if desired. This is necessary, however, only for the larger pieces, such as transformer cutout cases. For determining the relative humidity in any of the dryers a portable hygrodeik, or wet and dry bulb thermometer, is used. Each dryer is equipped with a thermometer of the angle type, so that the temperature of the air passing over the ware is obtainable at any time. This temperature is kept at 150 deg. F. to 180 deg. F. An opening is provided in the upper front of each dryer and back of the blower for the · introduction of dry air. An outlet for the moist air is provided, which carries this moist air outside the drying room. A view of the dryer room is shown in Fig. 6.
| |||
| Fig. 6, View of Dryer Room |
The time required for drying depends upon the size of the piece. The smaller pieces dry to a moisture content of less than 2 per cent in from 1-1/2 to 2-1/2 hours. The larger pieces, transformer cutout cases, require from 8 to 10 hours to dry. This short time of drying makes it possible to place in the kiln the smaller ware that is not glazed on the same day in which it is made; the larger ware is placed in the kiln the day following that of the pressing.
CleaningSpraying
From the dryers the transports of ware are taken to the cleaning department. In this department the dried pieces are thoroughly cleaned, the burrs made by the wearing of the dies removed, each piece carefully inspected, and those not passing this inspection, thrown out. As shown in the picture, Fig. 7, the ware is cleaned from the transport, this transport being the same as that on which the ware was placed after pressing in most cases. The porcelain that is not glazed is placed in saggers by the girls as it is cleaned.
| |||
| Fig. 7, Cleaning and Placing Department, Showing Type of Truck Used to Haul Loaded Saggers |
A unique truck is used for conveying the porcelain to the kilns, shown in the illustration referred to, Fig. 7. This truck was designed to carry the loaded saggers with the least possible jar; the rear wheels are equipped with pneumatic tires, and the smaller front wheels with hard rubber tires. The truck can be either pulled or pushed by an iron handle attached to the framework holding the axle of the front wheels. Saggers may be piled in two layers and the truck handled easily. Ten saggers can be placed on the bottom layer.
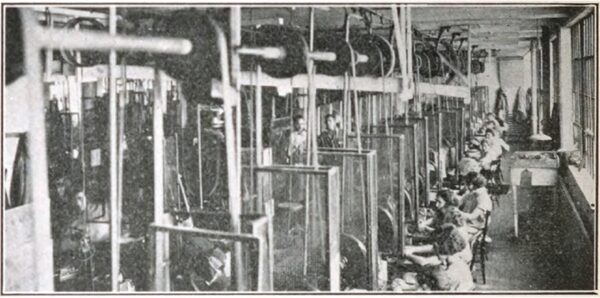
Practically all of the glaze is applied by spraying. Three colors are used, white, black and brown; the majority of the glaze is white. The glaze is conveyed to the operator from barrel agitators through lead-lined pipes by means of an ordinary pitcher pump, mechanically operated. The lead-lined pipe is sloped to give the glaze enough velocity to carry it back to the agitators through another line of similar pipe at a lower level. From the latter pipe outlets have been cut to each operator. The glaze not reaching any of the operators is carried back into the agitator. It will be seen readily that by this process there is no opportunity for the glaze or parts of the glaze to settle out, for it is kept in constant motion.
| |||
| Fig. 8, View of Spraying Department |
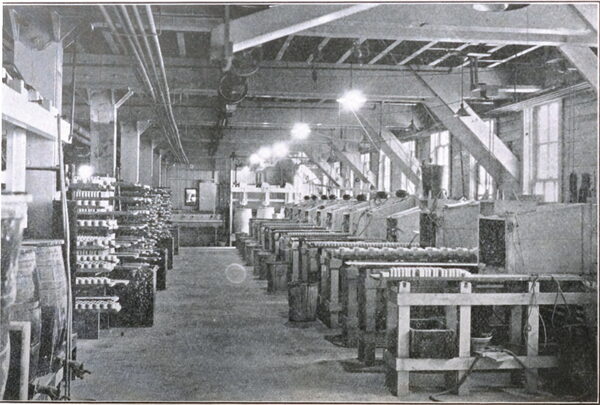
There is complete absence of dust in this department. In front of each operator and at the back of the box-like arrangements shown in the illustration, Fig. 8, is a fan which carries out the spray Fig. 10. View of Kiln Room of glaze that does not strike the piece of porcelain. This spray or dust is drawn into a huge dust eliminating system located outside the building.
Kilns and Kiln Firing
After spraying, the ware is again conveyed by transports to the storage room directly in front of the kilns, and here is left until ready for the kilns. These transports are taken into the kiln room as needed, thus eliminating any carrying of the ware boards by hand.
Some of the glazed porcelain is placed in saggers by girls; the empty saggers are handled on the pneumatic tired trucks previously referred to. The ware boards are supported on the truck by removable iron rod supports, so arranged that the trucks may be used for other purposes. When all the saggers are filled with green ware, the truck is taken directly to the kiln, and another truck of empty saggers returned to the placing girl.
The remaining ware is placed up by men in the usual manner. It is brought to the kiln room on transports, and the boards of ware transferred by the kiln setter to the placing bench as needed.
| |||
| Fig. 9, View of Kiln Room, Showing Loaded Transport |
| |||
| Fig. 10, View of Kiln Room |
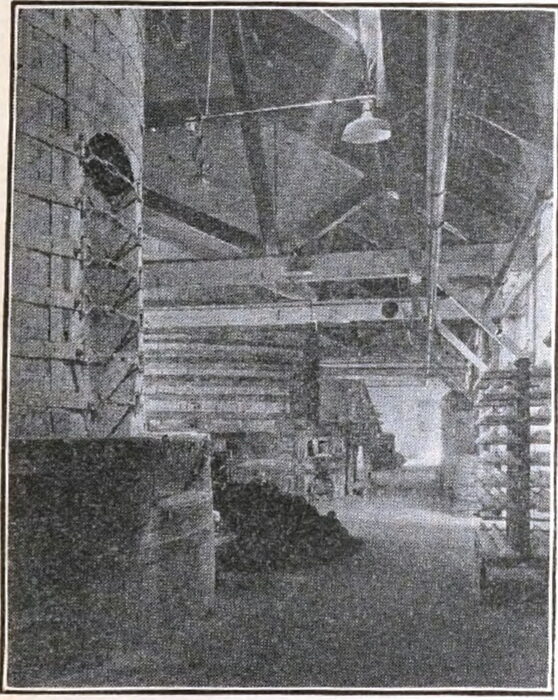
The accompanying pictures, Figs. 9 and 10, show the six kilns. In one of these illustrations, Fig. 9, will be noted the transport loaded with ware ready to be placed in saggers, as well as the lift truck. In the background and at the left of the same picture will be seen the large Surface Combustion furnace used by the ceramic laboratory. In this furnace, exact kiln temperatures and kiln conditions can be duplicated; or porcelain can be fired to complete vitrification, as is done in the kilns, in from 4 to 6 hours, depending on the size of the piece. The temperature in the furnace is recorded by means of an Englehard portable pyrometer and a platinum-platinum rhodium thermocouple, cold junction box and compensating lead wires.
The six kilns are all of the ordinary round updraft type. The temperature in the kilns is determined by a recording pyrometer, and pyrometric cones also are used. The time of firing is about 50 hours and the temperature reached is that corresponding to cone 10 touch. The cone pats of each burn marked and kept in the foreman's office, indicate the extreme evenness of each burn. There is never a variation in cones in any part of the kiln of more than half a cone, and each burn is an exact duplicate of the preceding one for that kiln. The burns for all of the six kilns are practically the same.
Saggers
The sagger body is prepared by the old pit method, and the grog, ground in a roller type crusher, is screened through a 4mesh screen. The grog obtained is very sharp, much sharper than that to be secured from grinding in a dry pan. All the grog that passes a 4-mesh screen is used in the saggers, the screen analysis of this grog being such as is highly satisfactory for the type of saggers used. An entirely different method of preparation of the sagger body is now under consideration and will be put into operation in the near future. The sagger body is conveyed from the pits to the pug mill by means of a link belt conveyor.
The clay is pugged twice, and after the second pugging is cut into desired lengths as it comes from the pug mill. A cake of clay 9-1/4 in. long will make a sagger 5-1/2 in. high.
There are five sizes of saggers made, these differing only in height. They are oval in shape, the inside diameters being 17-3/4 in. and 14-3/8-in. when fired. The heights vary from 5 in to 9-1/4 in. Both the shape and the heights of the saggers were carefully computed to accommodate a maximum amount of ware of all sizes and shapes in the kilns.
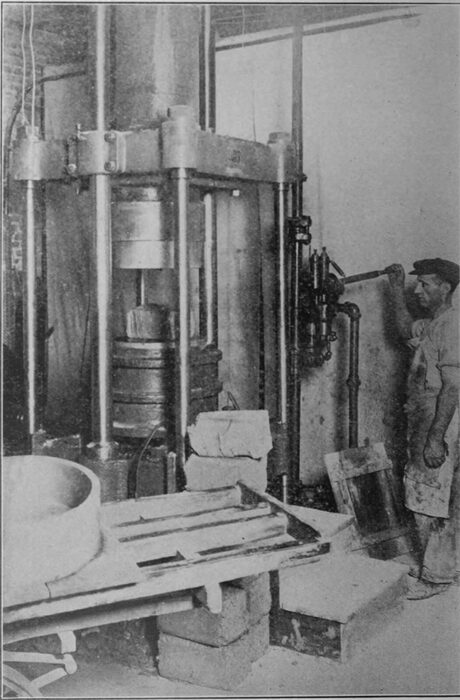
| |||
| Fig. 11, Hydraulic Sagger Press -- Operator Starting Press |
| |||
| Fig. 12, Hydraulic Sagger Press -- Operator Removing Sagger |
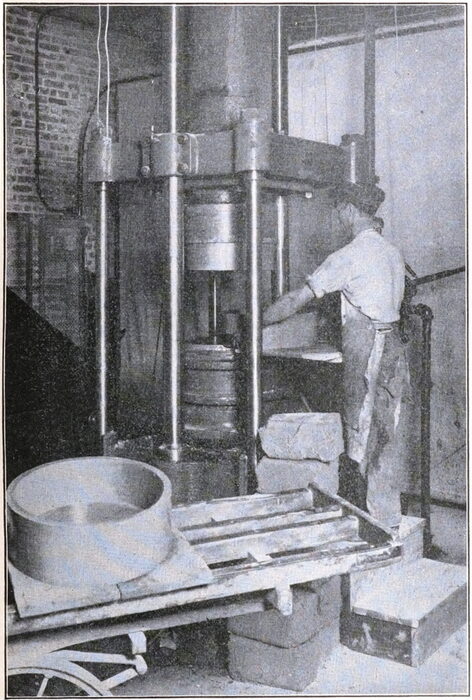
The saggers are made on a Watson-Stillman hydraulic sagger press as shown in the halftones, Figs. 11 and 12. This press will exert a pressure up to 150 tons. For the smaller sizes of saggers a pressure of 125 tons is used, but for the larger sizes a slightly higher pressure is employed. The laboratory tests show that the distribution of grog throughout the sagger made on this press is uniform, there being no more grog in the very top edge of the sagger than in the center of the bottom, bottom edges or sides. This same even distribution of grog holds true even in the highest sagger which is 1048 in. high, green.
One man operates the press and carries away the saggers to the drying racks. The press is automatic, a slight pressure on the handle as shown in the illustrations is all that is required to start the process, the rest being done by the machine itself; the bottom die is raised, the sagger made, and the bottom die lowered (Fig. 11) leaving the sagger to be drawn onto the galvanized iron pallet, as set forth in Fig. 12, such type pallets are used to replace boards for the drying of the saggers. Considerable time is saved by not weighing the clay for each sagger, as is done in some instances. Cutting the clay as it comes from the pug mill into desired lengths, eliminates this weighing.
By using the same shape sagger with different heights, it is not necessary to change the whole die on the sagger press to make another height of sagger. A ring the thickness of the sagger is fitted around the top die, the distance from the bottom of the top die to the bottom of the ring being the depth of the sagger. This ring can be changed by one man in 10 to 15 minutes.
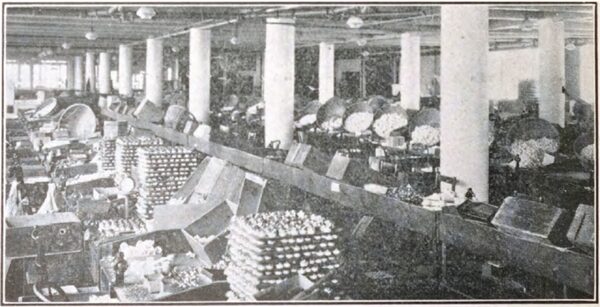
Finished Ware
The porcelain ware when drawn from the kilns is placed in baskets and boxes, and then taken to the inspection department where it is carefully inspected for defects. Here the ware is counted by means of a weighing and counting machine. It is then taken directly to the assembly department, or to the stores department, as the case may be.
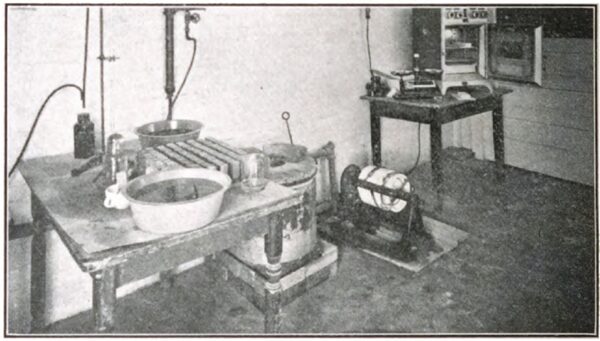
Ceramic Laboratory
The accompanying illustrations, Fig. 13 and 14, show two views in the ceramic laboratory. In the first picture may be seen the Seger type volumeter, pot furnace, porcelain jar ball mill, torsion balances and electric oven. The pot furnace is used for quick determinations of the quality of raw materials, and also for burning trial porcelain pieces made from new or repaired dies. The latter use has done much in saving time after the die leaves the tool room until actual production is started. Formerly, the time required to make the trial pieces on a new die, dry, clean, glaze if required, fire, check with drawing, assemble and inspect, was from 1 to 2 weeks. Now, by using the pot furnace to burn the porcelain, less than 1 day is necessary from making the piece until it is assembled.
| |||
| Fig. 13, Ceramic Laboratory |
| |||
| Fig. 14, Ceramic Laboratory |
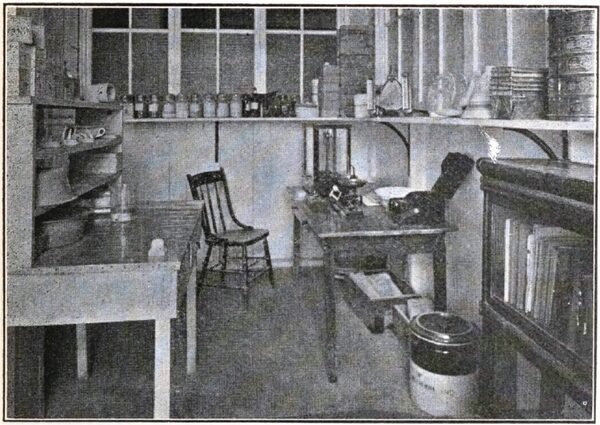
The electric oven is used for drying and also for testing such materials as hydrolines and waxes as to their melting point.
In the second view of the laboratory, Fig. 14, will be seen a set of chemical balances, torsion balance, Englehard portable pyrometer, angle hygodeik (wet and dry bulb thermometer), and Tyler testing screens. The angle hygodeik is used for determining relative humidities in the dryers. The portable pyrometer is used for determining temperatures both in the laboratory furnaces and in kilns. Other equipment in the laboratory not shown in the photographs, include a small blunger and a large blunger, and the large surface combustion furnace previously mentioned. New equipment is being added from time to time as conditions require.
The laboratory makes tests on all clays, flints, spars, whitings and fire-brick, as well as hydrolines, waxes, turpentine substitutes, and tissue papers received at the plant. The laboratory must approve each of the raw materials before it can be released for production. Various investigations are conducted in the laboratory as the occasions arise. This department keeps in close touch also with the different processes of production and the fired porcelain, so that the usual high quality may be maintained.
| |||
| Fig. 15, View of Tool and Die-Making Department |
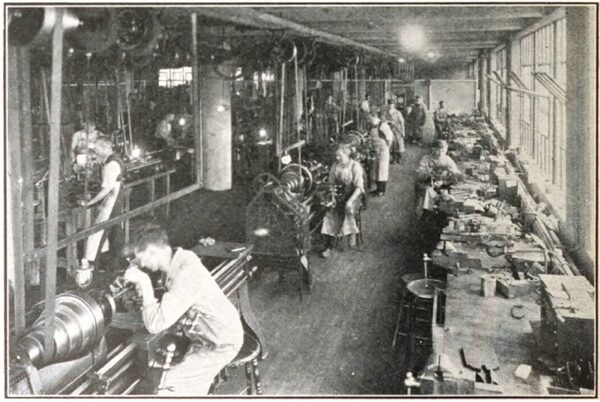
In the Tool and Die Making Department, Fig. 15, are made the dies and gauges used by the Clay Pressing Department, and also the dies and gauges used by the Blanking and Metal Departments. In this plant, not only is the porcelain made, but the metal is blanked, formed, shaped, etc., and finally assembled with the porcelain. Expert mechanics are available from the Tool and Die Making Department to repair or replace, if necessary, various machinery used in the plant. There is also a well equipped Millwright Department within the factory.
| |||
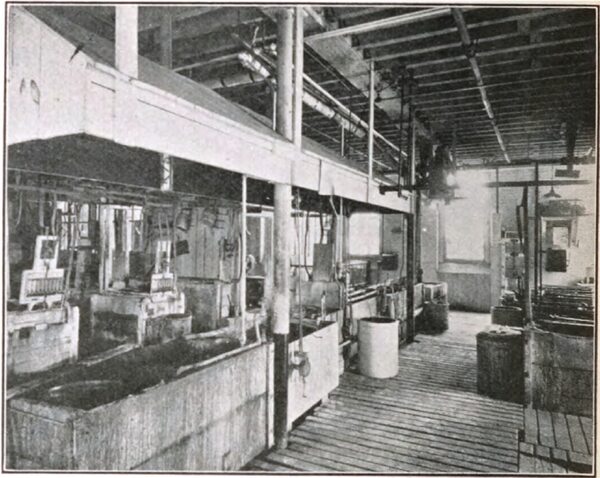
| Fig. 16, View of Plating Department |
| |||
| Fig. 17, View of Buffing Department |
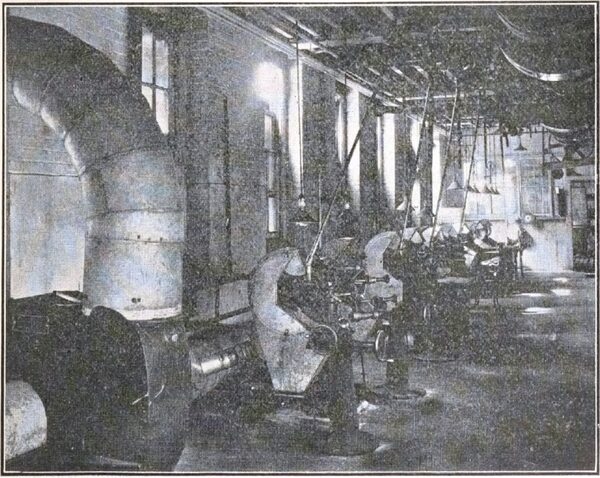
The accompanying illustrations show the Plating Department, (Fig. 16); the Buffing Department (Fig. 17); and the Metal Department, (Fig. 18). In these departments the metals and metal parts go through manifold operations preparatory to being assembled with the porcelain.
In the Assembly Department-shown in Fig. 19, the porcelain and the metal parts meet, and are assembled together to make the finished product. Long aisles and wide benches characterize this department, and the absence of power machinery is noticeable. The deftness required here is a matter of adaptability and training. The type of screw driver used will easily be seen in the photograph.
| |||
| Fig. 18, View of Metal Department |
| |||
| Fig. 19, View of Assembly Department |
After assembling, the product goes through the Inspection Department where each piece is thoroughly looked over. The inspected product is then packed carefully in convenient cartons and taken to the finished stock department to await shipment.
Thus, from the modest beginning of a one room plant employing only a score of people and making only porcelain insulators of simple design, the business has grown until today Pass & Seymour, Inc., stand as one of the leaders in the industry, producing by the millions a multitude of different designs in electrical wiring devices.
(1) Ceramic Engineer, Pass & Seymour, Inc., Solvay Station, Syracuse, N. Y.
