[Trade Journal]
Publication: Electric Journal
Pittsburgh, PA, United States
vol. 4, p. 352-356
THE MANUFACTURE OF ELECTRICAL PORCELAIN
DEAN HARVEY
THERE are two distinct classes of porcelain, the hard (or natural) porcelain the principal ingredient of which is kaolin mixed with quartz or other silicious material, and the soft (or artificial) porcelain, which varies in composition. The latter was originally intended as a substitute for the hard porcelain of China and Japan, and is of an inferior quality with a much lower fusing temperature. In the electrical industries the true porcelain is the only one used, and this form of porcelain only will be considered herein.
Porcelain consists essentially of four materials kaolin (hydrated aluminum silicate), clay (alumina), quartz and a fusible silicate such as feldspar. The kaolin forms an infusible body which is rendered plastic by the addition of the clay, and quartz is added to prevent excessive shrinkage of the mixture. The feldspar provides a fusible material which serves to hold together the infusible particles of kaolin and quartz, and also causes the alumina to fuse.
PREPARING THE MATERIAL
The materials in a finely ground condition are mixed with water and vigorously stirred. The mixture containing the fine particles in suspension is passed through screens to remove any impurities and material which has not been ground sufficiently fine, and is then passed into a cistern where it is constantly agitated to keep the clay from settling. The fluid is then pumped to a filter press where most of the water is forced out, leaving the moist clay in large cakes. Before the clay can be used, it is necessary to remove all air bubbles, as these would cause defects in the ware. This is accomplished by passing the clay through a machine called a "pug mill" where it is forced through a die under pressure.
FORMING
Several different processes are used for forming porcelain ware. Dry Pressed Ware The simplest method is that of pressing the porcelain out by means of a metal die. This is much the cheapest method of manufacture if a large amount of porcelain of one shape is to be made. Such porcelain is not of the best quality as the clay is worked while rather dry and does not unite to form a sufficiently dense body for high grade porcelain. Dry process porcelain is best suited for use on circuits of comparatively low voltage (3,500 volts or less) as its dielectric strength is not high. Dies are particularly useful for making pieces of complicated form, such as bases for Edison plug fuse blocks, terminal blocks, etc., and there are many pieces which could not be made in any other way.
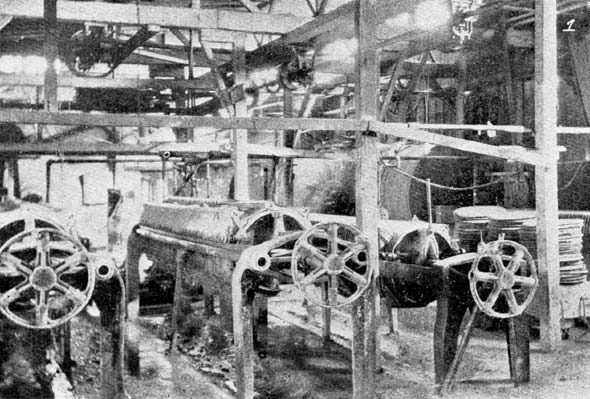
| |||
| Filter Presses |
Porcelain Tubes Small porcelain wiring tubes are made in tube machines, the clay being forced through a die which forms it into a long soft tube. The tube is left in the drying room until it becomes fairly hard and is then cut into the required lengths and one end of each piece is upset in a machine to form the head. When a long head is to be provided the clay tube is placed in a lathe and a strip of damp clay corresponding to the size of the head is wrapped around one end and turned to the proper shape with a forming tool.
Line Insulators Porcelain line insulators are also made by means of a plaster mould, but by a method different from that used for tubes. The mould, having an inner surface corresponding to the outer surface of the insulator, is rotated upon a potter's wheel, which is simply a horizontal circular stand arranged so that it can be rotated at high speed. A stationary tool is used to force the clay out to conform to the shape of the mould, at the same time giving the inside of the insulator the proper shape. After being formed the insulator, while still in the mould, is placed in the drying room, and in a few hours becomes dry enough to be handled, and shrinks sufficiently to allow it to be easily removed from the mould. The sections of the large multiple-part line insulators are also made in this way.
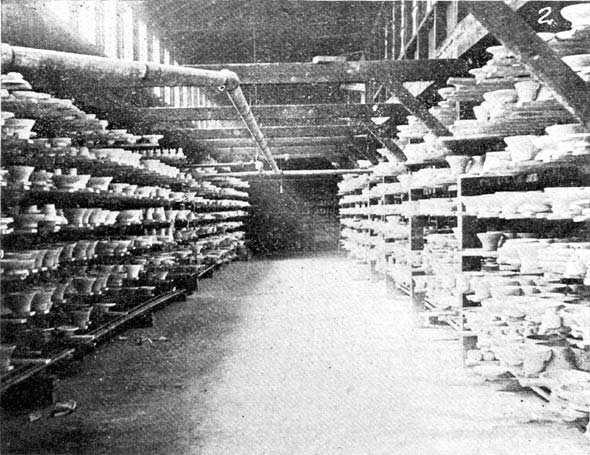
| |||
| Steam Heated Drying Room With Porcelain on Shelves in Process of Drying. |
Corrugated pillars and bushings for high potential circuits are first blocked out by forcing the moist clay through a die into the form of a cylinder or heavy tube. The material is then dried thoroughly and is placed in a lathe and turned to the proper dimensions.
DRYING
After the porcelain pieces have been formed, they are placed on shelves in a steam healed drying room where they remain until completely dry. The time required for drying depends upon the size and thickness of the ware, and may be as much as three weeks if the pieces are unusually heavy. It is very important to have the ware thoroughly dry before firing, as any moisture will become vaporized and cause cracks and air spaces in the ware. During the operation of drying and firing the porcelain body shrinks about 12.5 percent and hence it has to be made proportionately larger to take care of this shrinkage.
GLAZING
There are three classes of glazes in common use for glazing porcelain, viz.: the soft fire glaze, the hard fire or true porcelain glaze and a combination of the two known as white ware glaze. The soft fire glaze is simply a soft lead glass, the glazing material consisting of a mixture of lead oxide and silica. It is objectionable because the glass does not have the same coefficient of expansion as porcelain, and is likely to become "crazed," that is, broken up by a large number of cracks. Another serious objection is that the lead in it may be attacked by the elements, acid fumes, etc. The white ware glaze, which is principally used for glazing table ware, is open to the same objections as the soft lead glaze, as it is somewhat similar but with a smaller proportion of lead. The hard fire or true porcelain glaze, consisting of silica and kaolin with a suitable flux, is the only glaze which is suitable for use with porcelain for electrical work. It has no constituent, which can deteriorate, and has the same coefficient of expansion as porcelain. A glaze is usually desirable on porcelain as the smooth glossy surface which it provides docs not catch and retain dirt and moisture as readily as the unglazed surface, and may easily be cleaned. The glaze also affords a convenient means of coloring the ware. Brown glaze is usually used for outside work to make the insulator less conspicuous. The coloring material for this glaze is quite sensitive to the kiln gases, so that variations in the conditions during firing are very likely to cause a considerable variation in the color of the glaze. Insulators which are to be glazed arc dipped in the glazing solution after the clay has been thoroughly dried. They are then dried again before firing.
FIRING
The kilns used for firing porcelain ware are of cylindrical form, from ten to sixteen feet in diameter, lined with fire clay, and having fire boxes at the sides in which fires are maintained to heat the interior. The ware is placed in large fire clay receptacles called "saggers" and the interior of the kiln completely filled with these "saggers." The doors are then bricked up and sealed and the temperature is gradually raised to about 2400 degrees F. and is maintained for a few hours at the maximum value so as to penetrate through the ware. The fires are then extinguished, and the kilns arc allowed cool down slowly, so as to avoid all possibility of causing internal strains within the porcelain. The condition of the ware in the kiln is usually determined by examining small test pieces of porcelain which are withdrawn from the kiln through small openings at the side. As the change in temperature has to be made very slowly to prevent injury to the porcelain, the process of firing requires considerable time, sometimes taking as much as four days when large pieces are being fired.
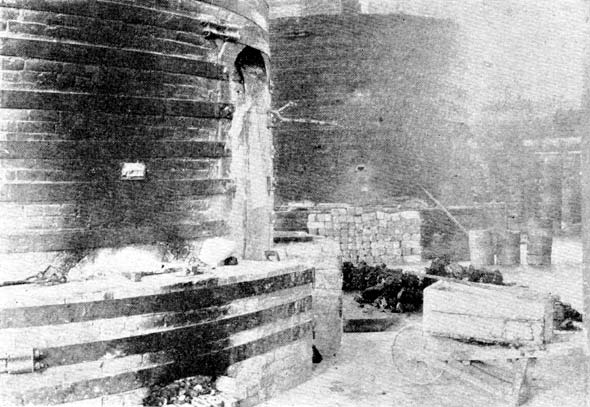
| |||
| Kiln Bricked Up Ready for Fixing. |
In the manufacture of electrical porcelain for high potential service the greatest care has to be taken in the selection of materials to provide a "body" which will have high dielectric strength and at the same time will have ample mechanical strength, as many insulators, especially those for line insulation, are subjected to heavy mechanical stresses. When used on circuits of extra high potential it has been found necessary to make the porcelain in several parts, held together by means of the glaze or cemented together ; as with increase in size and thickness of the material come increased difficulty in obtaining thorough drying and vitrification, and it is also very difficult to prevent cracks or other flaws in the material.
The above description will give a general idea of the process of manufacture of porcelain. The consideration of the electrical design and testing of porcelain will be reserved for a subsequent article.
