[Trade Journal]
Publication: General Electric Review
Schenectady, NY, United States
vol. 10, no. 4, p. 160-167, col. 1-2
PORCELAIN FOR ELECTRICAL PURPOSES
BY E. L. BARRINGER
Within the past ten years the manufacture of porcelain for electrical purposes has become an important branch of the pottery industry, and a number of plants throughout the United States are engaged exclusively in its production. Porcelain as an insulating material occupies a field by itself, and probably more is made yearly than of all other insulating compounds combined, with the exception of rubber.
The characteristics which give porcelain its value to the electrical industry may be stated as follows: High insulating value; a vitrified structure which resists the entrance of water or moisture; refractoriness; resistance to oils, vapors, etc.; freedom from any tendency to warp, weaken or deteriorate in any way with age or severe service conditions; attractive appearance; ease of forming into various intricate shapes which are made permanent by firing; mechanical strength, with the exception of resistance to impact; and comparative cheapness. Other insulating materials may be superior to porcelain in this or that respect for certain purposes, but none combine to the same degree the qualities enumerated above.
Porcelain is differentiated from other ceramic products by its white color, impermeability, refractory qualities, and translucency in thin sections. Porcelain for electrical purposes is practically the same in composition as that used for high grade utilitarian and ornamental wares, and differs only in the form of the ware and the processes employed in molding it to shape.
Chemically, porcelain is a double silicate of potassium, or sodium, and aluminum. In some porcelains, lime is used as an additional base, and more rarely, magnesia. Feldspar introduces the potash, or soda, and alumina and silica; china clay and ball clay supply alumina and silica; and lastly, the additional silica needed is supplied by ground quartz or potters' flint. Thus the raw materials for porcelain consist usually of feldspar, china clay, ball clay and flint, used in the proper proportions to give the desired silicate when fired to a high temperature. The clays used are: kaolin or china clay, (a soft, white, refractory substance), and ball clay, (a buff-colored, very plastic material). China clay is very short, and cannot for this reason be used alone, which fact necessitates the use of enough ball clay to give the desired plasticity to the composition. On the other hand, ball clay cannot be used alone satisfactorily, owing to its yellowish color and its tendency to cause sticking in the molds and cracking of the ware during drying and firing. Considered from the manufacturing standpoint, there are two classes of electrical porcelaindry-process porcelain and wet-process porcelainthe difference being that in dry-process porcelain the mixture of raw materials is made to the form of a damp powder and pressed into shape in steel dies in screw presses; whereas in wet-process porcelain the raw material is mixed to a stiff mud or dough, made into a blank form, partially dried, and turned on a lathe to the final shape.
| |||
| Fig. 1. Dry Process Porcelains |
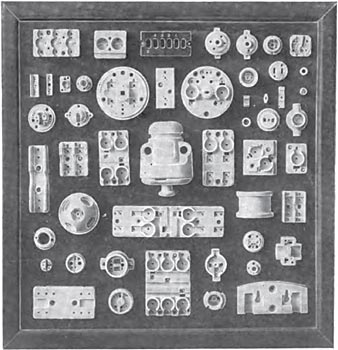
Dry-process porcelain is used for wiring fixtures, knobs, cleats, receptacles, attaching plugs, switch bases, etc. The parts shown in Fig. 1 indicate the field in which this quality of porcelain is used.
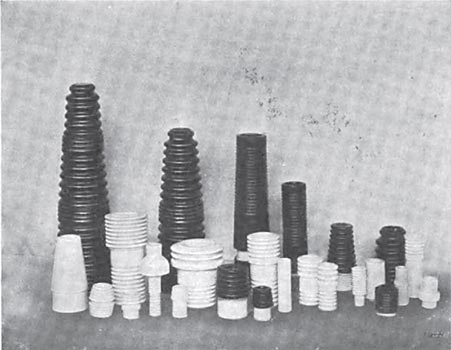
Wet-process porcelain is used for high tension insulation, such as is necessary for oil switches, transmission lines and transformers. This porcelain is more dense, and possesses a higher insulating value than the dry-process porcelain. As an instance of this, in one experiment the same composition, made up by both dry-process and wet-process, showed 1.7 per cent. absorption for the former method and 0.5 per cent. for the latter. Chemically, there is little or no difference between the two porcelains, but usually in the wet process a larger proportion of plastic clay (ball clay) is used than in the dry. This is to facilitate molding into the desired shape, wet-process methods usually requiring more " flow" to the body than dry-process because of difference of pressure in molding. Fig. 2 shows a group of wet-process porcelains.
| |||
| Fig. 2. Wet Process Porcelains |
With the exception of molding, the manufacture of the two classes of porcelain is practically the same, and the following description of the process applies to both, except where otherwise noted. The raw materialsfeldspar, china clay, ball clay and flintare weighed out and conveyed to the blungers, which are cylindrical tanks containing horizontal arms revolving on a central shaft. Water is added to the mixture of raw materials in the blunger, and the mass is stirred or "blunged" until of the consistency of cream. The porcelain body in this liquid, creamy state is termed "slip." After blunging, the slip is run through a coarse sieve (which removes woody particles and other coarse matter), into an underground tank or agitator, in which revolving arms prevent any settling out of the porcelain materials. From this underground agitator the slip is pumped up and onto a fine sieve or lawn, which separates any particles coarser than 150 mesh. The sieved material falls into a second agitator, from which it is pumped to filter presses. In the filter press the water is removed from the slip by pressure, the porcelain mixture remaining in the press in the form of solid, damp cakes.
| |||
| Fig. 3. Slip Room in the Porcelain Shop of the General Electric Company |
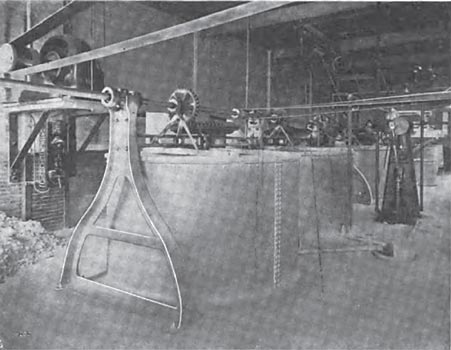
A view of the slip room in the porcelain shop of the General Electric Company is shown in Fig. 3. Individual electric drive is used, insuring cleanliness and order in the slip room, where it is highly desirable, and also permitting of the independent operation of machines which run intermittently, such as the disintegrators, pump and sieve. Any disturbance in any of the machines cannot affect the remainder of the system.
Up to this point the treatment is the same, whether the porcelain is to be wet-process or dry-process. The further preparation of the "body" or porcelain mixture now differs, according to the process for which the stock is intended.
For dry-process porcelains the damp cakes from the filter press are dried over steam coils until just the necessary moisture remains for pressingabout 20 per cent. by weight. The mixture, still in cake form, but not as damp as on coming from the filter press, is fed into a four-vaned disintegrator which revolves at a speed of about 1400 r.p.m., and which beats the mixture to a fine, loose, damp powder, in which form it is ready for pressing into shape. The pressing is accomplished in hardened steel dies, pressure being produced by a hand-operated vertical screw. Fig. 4 shows several of these presses of the larger size, requiring two operators. For the smaller presses one operator is sufficient.
| |||
| Fig. 4. Presses for Dry-Process Porcelains |
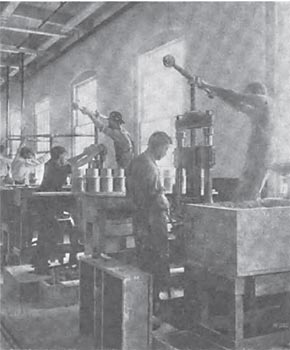
There are about 70 of these machines used in the porcelain shop of the General Electric Company, mostly of the Company's own manufacture, and about 1200 stock shapes are made, some of which require very complicated and ingeniously constructed molds. This equipment keeps a force of tool makers busy repairing old molds and making new ones as new designs require them. The damp clay powder "flows" well under pressure, and pieces of intricate shape, with thin walls and irregular recesses, can be molded without difficulty. In this respect porcelain has an advantage over other molded compounds which lack the plasticity of clays and will not flow so readily and uniformly under pressure.
The molded pieces are placed on pallet boards, which are stored on drying shelves, or "stillages." Beneath these shelves steam pipes are located, which supply the necessary heat for rapid drying. The drying period occupies from a few hours to several days. After the "burrs" or "fins" occasioned by the joints between the mold parts have been removed from the thoroughly dried pieces by hand brushing, the glaze is applied to the surfaces requiring it. The glaze material is used in the form of a thick liquid, or "slip." which is either sprayed on the porcelain pieces, or into which the porcelain is dipped and quickly removed, either method leaving on the ware a thin coating of the green or "raw" glaze. The glaze consists of the same materials as the porcelain body; viz., clay, feldspar and flint; with the addition of calcium carbonate or whiting, which lowers the melting point sufficiently to cause the glaze to run to a smooth, glassy layer at the same temperature at which the porcelain vitrifies. The porcelains are now ready for the kiln, but as both dry-process and wet-process are fired in the same way, the wet-process ware will be first followed to this point.
The porcelain mixture for wet-process ware is not dried on coming from the filter press, but the damp cakes are piled up in a large mass and smashed together with wooden mallets. From this pile the material is fed in chunks by hand into a vertical pug-mill. which "pugs" and kneads the clay to form a homogeneous mass and remove enclosed air. The mixture is forced from the bottom of the machine in a horizontal stream by an auger, and from this slowly-issuing stream, or column, of clay--which is about 8 inches in diametersections are cut off to be molded. The clay is now a soft, plastic mass, and the sections cut off from the pug mill are placed in plaster of paris molds, which are in turn placed in a "jigger." In this machine the soft porcelain body is forced to the walls of the plaster molds by a descending coring pin, operated by a "pull-down,". and the blank cylinder is thus formed. After drying over night, the blank clay piece is removed from the plaster mold and is then allowed to dry on shelves over steam coils until in a "leather hard" condition. In this state it can be cut very easily (about the same as cheese), and at the same time is sufficiently strong to retain its shape under pressure of the tools. The final contour desired, including grooves, etc., is worked on the blank piece either in a lathe or on a vertical jigger. The cutting tools are peculiar to the clay industry, and consist of triangular, oval, and irregular shaped scrapers or cutters, knives, sticks, etc. After cutting to the desired shape, the piece is sponged off to remove tool marks, and then placed on shelves to dry.
 |
| Fig. 5. Green Porcelain Blank Same Cut to Shape Machined Porcelain After Firing |
Fig. 5 shows a porcelain "blank" from the plaster mold, and one of the same blanks machined to the final form. The same piece is also shown after being fired. The material taken off in cutting to shape removes the fine surface drying cracks, or "folds" in the materials where jammed against the plaster mold.
Drying must be carried on with care to avoid cracking or checking. Though the ware may look white and dry, yet it is often not thoroughly dry inside and will crack when fired in the kilns.
With wet-process porcelains the drying occupies from one to six weeks. The dried ware is glazed in the same manner as the dry-process porcelain. A deep brown glaze is used on a large part of wet-process porcelain, this glaze being similar in constitution to the clear or colorless glazes, but containing coloring oxides which unite with the other ingredients of the glaze to form colored glasses.
The dried porcelains, both dry process and wet-process, are placed in "saggers," (cylindrical, fire-clay boxes), and set in the kilns. The saggers are necessary to build up the ware in the kiln, and also to protect it from the fuel, gases, flying ash. etc., preserving the clean white body and smooth, glazed surface. They are made of a mixture of fire clays and have a coarse, open structure, similar to that of fire-brick. From 900 to 3500 saggers can be placed in each kiln, depending on their height, which varies from 2 to 10 inches. In addition to round saggers, a small proportion of oblong ones are used.
The kilns are of the old potters' type, bottle shaped, with outlet stack in the middle, and six or eight fire boxes around the base. Soft coal is used for fuel. Flues from the fire boxes lead radially to the center of the kiln, and each fire box is also an outlet to the interior of the kiln over "bag walls."
The temperature is raised as rapidly as possible to between 1200° and 1400° C., and held at this point for some hours. The finishing temperature is determined either by glaze-color trials, shrinkage trials or pyrometer cones. The last named method is the one mostly used in the porcelain shop of the General Electric Company. The pyrometer cones are small, triangular cones, about 2 1/2 inches high, composed of the same materials which enter into the porcelain composition, but varied in such a way that a series of cones is secured with softening-points ranged about 20° C. apart. A set of three cones is put in the kiln within the range of a "peep-hole," the melting-point of one of these cones corresponding to the desired temperature, while the other two cones soften or melt at 20° C. above and below this point. When the first, or most fusible of the cones has melted, indicating an approach to the proper temperature, the firing is carefully manipulated until the middle, or critical cone has softened and bent over, when the kiln is "shut off." The last cone of the series, or the most infusible, must not be melted down. A shrinkage of about 14 per cent. occurs in the porcelain mass during firing. On this account dies must be made proportionally larger than the sizes required in the finished pieces. The firing operation vitrifies the porcelain mass, or body, and fuses the glaze to a smooth, transparent coating. The firing period occupies from 25 to 45 hours, depending on size of kiln, quality of fuel, weather conditions, etc. A reducing fire gives the whitest porcelain, and the firing is usually of this character.
If the proper temperature in the kiln is exceeded, the porcelains undergo too much shrinkage, and also become rough on unglazed surfaces and bubbled on glazed surfaces. Over-firing will also cause warping, distortion, and a bluish color. Underfiring results in imperfect vitrification, insufficient shrinkage, and a yellowish tinge to the color. The glaze on underfired pieces is dull and cloudy, instead of bright and transparent. It will he seen, therefore, that correct firing is extremely important, and determines whether the porcelain is to be good or bad, no matter how carefully the work may be clone up to this point.
After the ware has been properly fired, the kiln is cooled rapidly and the porcelains removed and sorted.
Dry-process porcelains are removed to the shipping room, boxed and delivered to the department where they are to be assembled to form the various wiring fixtures. The burning is usually carried out with such regularity that the size of the porcelain can be depended upon within a certain small variation, and there is no difficulty in fitting together the porcelain and metal parts. A small percentage of the dry-process ware which must be unusually close to a certain size is gauged and sorted. No insulation test is required on dry-process porcelains. The vitrification and consequent non-absorption can also be depended upon regularly. The requirements specified by the General Electric Company for satisfactory dry-process porcelain may be stated as follows:
The variation in size above or below the dimensions called for must not exceed 1/64 in. to the inch, except that knobs and cleats may vary in height 1/32 in. to the inch. The porcelain must be well vitrified, and the absorption in an unglazed piece immersed in water must not exceed one per cent. by weight in 48 hours.
The porcelain body must be uniform and free from cracks or holes. The glaze must be bright and smooth, with no checks or pinholes, or thickening at the edges which would interfere with assembling. Glazes free from lead and such as use no lead salts for fluxes are required, as arcing tends to reduce the lead present to the metallic state.
The wet-process porcelains, on coming from the kiln, are first sent to be tested, and then to the various departments where they are assembled. Practically all of these porcelains are tested to insure their having the proper disruptive strength. The test voltage varies from 2000 to 125,000 volts, according to the purpose for which the insulators are to be used. It is a fallacy to suppose that increased thickness gives added disruptive strength. This is perhaps true within narrow limits; but, in general, increased thickness makes proper vitrification more difficult to accomplish, and the ware will contain small cracks and hollow spaces, which will break up the continuity of the mass and reduce its resistance to puncturing voltage.
The requirements for wet-process porcelains are: a thoroughly vitrified body which will not show over 0.25 per cent. absorption when immersed in water for 48 hours; a permissible variation in dimensions of 1/32 in. to the inch, above or below the given size. The requirements for the appearance and character of the glaze are the same as for dry-process ware.
In testing wet-process porcelains a great many variations are employed by different manufacturers and users. For insulators used in high-tension oil switch apparatus, or porcelain bushings used in large transformers, the test is usually only a "dry" test, as these insulations are, of course, not subjected to rain or fog or other weather conditions affecting the insulation, the average factor of safety being 2 1/2 to 1. A large proportion of insulators for this work are tested only in assembled apparatus, and no preliminary test of the porcelain alone is considered necessary.
In testing insulators used in high-tension transmission lines, both dry and wet tests are used, the former to insure the proper resistance to puncturing, and the latter to determine the correctness of the design for avoiding arcing under given conditions. One carefully conducted wet test is ordinarily sufficient for insulators of any one design, but every insulator manufactured must be tested as to its disruptive strength. The insulators are usually designed so as not to puncture or arc over dry, at a voltage from 2 to 2 1/2 times that which will be carried in service.
There are various methods of applying the test potential, the average practice with insulators of the common petticoat type being to immerse the head of the insulator in water, and, after filling the pin-hole with water, to raise the potential between top and bottom until the test voltage has been reached. Salt water is sometimes preferred, owing to the better conductivity it provides from the metal terminals to the porcelain. In one factory making a specialty of high-voltage insulators, as many as 1800 insulators can be set up and tested at one time. Here a small chain is suspended into the water in the pin-hole, while the pan containing the water in which the head of the insulator is immersed forms the other connection.
Wet tests arc made by applying a spray of water to the insulator, which is mounted on a pin, while the potential is raised. Arcing between the line wire and pin should not take place at less than the service potential, nor at less than any higher voltage which may be set by the engineer. The force of the water stream and angle at which it plays on the insulator are details subject to variation. To represent conditions of a rain and wind storm, the spray is sometimes applied at an angle of 30 to 45 degrees from the horizontal, or a fan is used to deflect a vertically falling spray, to cause it to strike the insulator at an angle.
In testing the disruptive strength of multipart insulators, it is the practice to give each section a preliminary test before assembling, in the same manner as the complete insulator is tested, but at a proportional potential. In determining the potential applied in testing, both voltmeter and air-gap are used, some preferring one and some the other. While the voltmeter reading may not represent the maximum instantaneous potential, the air-gap potential, on the other hand, may be influenced considerably by atmospheric conditions.
Defective porcelain punctures with a violent cracking, the path of the puncture is heated, and a small globule of fused porcelain or glaze appears on the surface. Imperfect vitrification and the presence of checks or cracks, due usually to faulty drying or burning, are the principal defects causing the failure of porcelain in test.
Of the wet-process porcelains used for high tension transmission, the commonly used petticoat type of pin insulator is well known, and its merits and limitations well understood. Within the past year the insulators of the "suspension" type have been introduced, which are intended to overcome some of the defects of the pin insulator. Fig. 6 shows the General Electric Company's link suspension insulator in sectional view and in service assembly.
 |
| Fig. 6. Cross Section of Link Strain Insulator |
The advantages of an insulator of this type may be enumerated as follows: Higher electrical and mechanical factors of safety than heretofore obtained, resulting in the transmission of energy at higher voltages; flexibility of the system, avoiding torsional strains on the cross arm or insulators exerted by a cable swayed by wind; longer spans; simplicity of construction, and security in case of accident.
Porcelain used in high tension transmission must be of the highest grade, thoroughly vitrified, free from flaws of any kind, and strong mechanically. As stated before, porcelain is mechanically strong, except in the quality of toughness. It has very high resistance to crushing, and fairly high transverse and tensile strength. The resistance to sudden blow or shock is not so important in line insulators, which are well out of reach, as is the other quality of withstanding steady strains in any direction.
The respects in which porcelain fails to equal other insulating compounds, and which prevent its being a practically perfect insulating material, are its inability to withstand local over-heating without cracking; its lack of toughness and non-flexibility; the impossibility of imbedding metal parts within it; and, in some measure, its hardness. In arc deflectors or arc chutes porcelain would fail at once, through cracking and bursting, and finally through being fluxed by the arc. For such purposes a tough refractory compound, such as asbestos compounds, is much better suited, as this will neither crack when heated in spots nor flux readily with repeated arcing across the surface. The inability of porcelain to withstand impact or vibration under load renders it necessary to employ other materials for such conditions, such as hard rubber, asbestos compositions, and various molded compounds. As to imbedding metal parts in proclain [sic] porcelain in the same manner as in some materials, the high fire necessary to properly vitrify the porcelain prohibits this, because of the fluxing of the metal with the porcelain mixture which will take place at this temperature. The lack of flexibility in porcelain, and its hardness, prevent its being worked to any desired form after once being baked, and no alterations are possible.
However, with its shortcomings considered. porcelain is, as before stated, in a class by itself, and far ahead of all molded compounds in general value to the electrical industry.
