[Trade Journal]
Publication: Electrical Review - London
London, England
vol. 62, no. 1580, p. 401-405, col. 1-2
THE INSULATOR IN THE MAKING.
A Description of the Methods Employed by Messrs. Taylor, Tannicliff & Co., Hanley.
ALTHOUGH our readers are probably well aware of the progress and extent of things electrical in the Potteries district, yet few of them realise that at least one important section of the local industry is the manufacture of porcelain insulators and fittings for the electrical trades.
Of the several firms engaged in the business, one of the best known is that of Taylor. Tunnicliff & Co., Hanley, whose factory we are able to describe through the courtesy of Mr. Thomas Taylor, the chairman of the concern.
Originally commenced in 1867, the business was carried on for 10 years, at Havelock Works, Hanley, then the present extensive premises at Eastwood, Hanley, were taken over, and these have since been developed to meet the growing business, which a few years back was turned over to a limited liability company, with Mr. Taylor as chairman.
As compared with ordinary potting, the business of insulator-making is highly technical, necessitating the use of specially prepared clay, special machinery, and most accurate workmanship; in fact, a large staff of skilled mechanics is kept constantly employed in constructing and renewing machinery.
Owing to the care necessarily exercised in the preparation of the materials employed, the firm calcines and grinds this for itself.
| |||
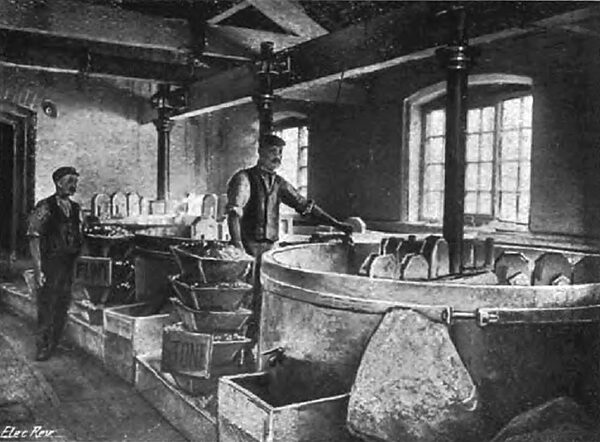
| Fig. 1. the Grinding Mill. |
| |||
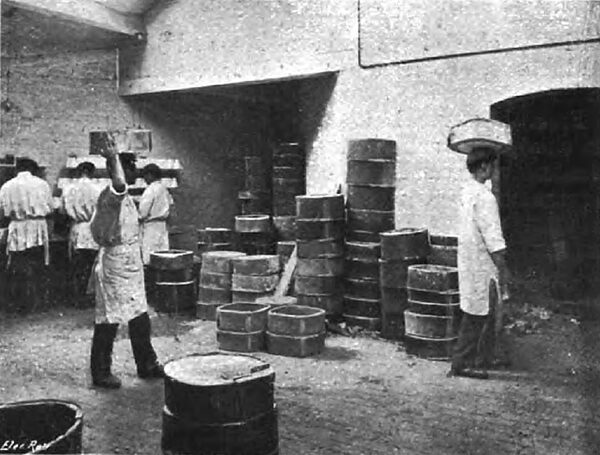
| Fig. 2 the Slip House. |

| |||
| Fig. 3. Placing Saggars in the Oven. |
| |||
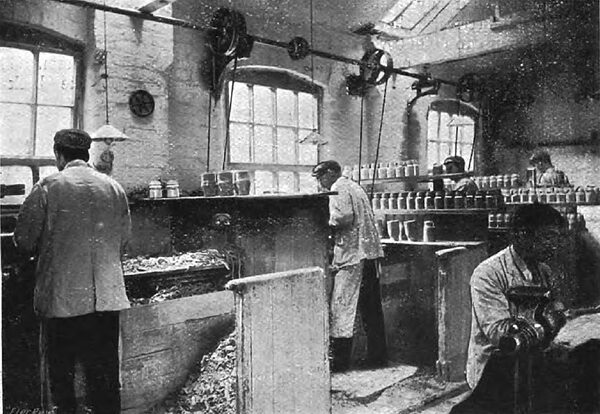
| Fig. 4--The Throwing House. |
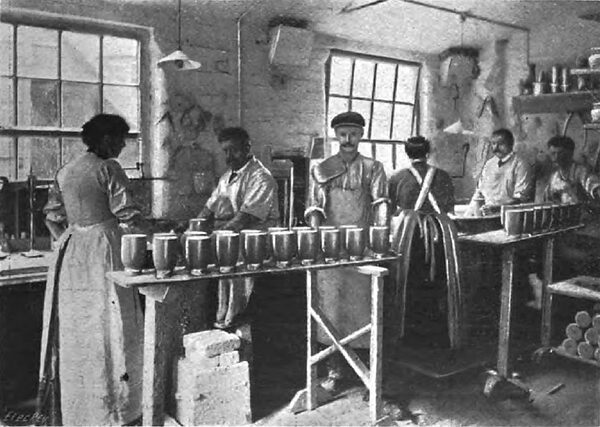
Fig. 1 shows one side of the mill where, after calcination and preliminary crushing, the Cornish stone (boulder flints), glazes, &c., are water-ground in large circular pans, the latter being lined with chert pavers, over which heavy stones or runners are driven, after the charge of material is placed in the pans. The material is thus reduced to the consistency of a cream, fine enough to pass through silk lawns of 90 to 120 strands to the inch, through which it is forced by special machinery. It then passes to large store arks under the grinding pans ready for mixing with the various components that go to make up the "body," or clay, for the various articles required.
| |||
| Fig. 5. the Biscuit Warehouse. |

Many advantages arise from the firm grinding its own material, as this enables the manufacturer to import from Cornwall and elsewhere, the raw material direct from the mines that produce the quality he specially requires for the particular class of goods he makes, and to dispense with local millers, who grind and sell to the general or domestic trade.
From the store arks the components to form the "body" are pumped through conduits to the mixing room, where the blending proper takes place. This is a most important department where the knowledge and experience of the practical potter are utilised to produce, by the judicious blending of the necessary components, the body be requires for his special trade, and in some cases the components number six or seven varieties. In this way a class of goods are produced, superior to foreign makes, which consist of probably only two components after blending. The whole of the components forming the body are again passed through a series of fine silk lawns to the final mixing ark. The old process wan then to pass the body still in its liquid state on to heated kilns, where the water was evaporated, leaving the body in a plastic state, but this is superseded by a more modern method, whereby the slip, a milky fluid, is pumped into a specially made filter press, consisting of a number of doable trays about 90 in number. These double trays, measuring about 6 ft. x 2 ft., are lined with a double layer of specially woven cotton sheeting, and are connected with the pumps by iron piping leading to nozzle taps in the centre of each filter tray, the whole being firmly bolted together by tie rods. The pumps force the water through the cloths in-the filter trays, in a clear transparent stream, leaving the clay between the trays, which are then opened and separated, and the lining of clay rolled up for removal (see fig. 2) to the pug mill for further preparation and storage for the general supply of the factory.
| |||
| Fig. 6. the Fettling Room. |

The first, and one of the moat important operations in the manufacture of an insulator, takes us back to one of the oldest, if not the oldest, handicrafts in the world, viz., the "potter's wheel," and although steam and electric power have of recent years been utilised for driving the potter's wheel, the manipulation of the potter himself, or thrower, as he is called, who site over it as shown in fig. 4, is exactly the same as 5,000 years ago. A clay ball is weighed by the attendant to suit the size of article to be made, which the potter puts on the revolving wheel in front of bins, and then with both hands dexterously encloses it us it revolves, and so spins it, as it were, into a central position, when it is easily shaped into either an insulator or a solid pillar, from which a number of small articles may be afterwards formed on the lathe. Or the potter may " break the ball," viz., make it hollow by pressing his thumb into the centre of it as it revolves, and so convert the solid ball of clay into a variety of hollow shapes such as vases, jugs, mugs, basins, &c.; a good workman, in the space of, say, 10 minutes, being able to form as many articles of many different shapes and sizes.
| |||
| Fig. 7. the Turning House. |
| |||
| Fig. 8. the Dipping or Glazing Room. |

The English manufacturers maintain that insulators made by this process are, without doubt, superior to the cheaper foreign made ones, which are not "thrown" on the potter's wheel, and which are imported here, and even exported again to our Colonies, and in some cases certified as English made. The thrower, in making an insulator, uses no "tools," but simply spins or forms the article entirely with his lauds.
When the clay is in a very soft state, the insulators are carried away by the attendant to a stove or hot room to dry part of the moisture out of them, and then pass to the "turner" (fig. 7) in such consistency that they can be fixed on the lathe, and turned like soft wood into the finished shape and size. The screw hole for the iron bolt is tapped in the interior, and the insulator then passes on to another stove or hot room, after which each one is examined by women attendants, or fettlers, for any faults in manipulation or drying (fig. 6). Hundreds of varieties of electric porcelain articles from various departmental undergo the same scrutiny, and receive the finishing touches necessary, before passing to the final hot room or stove, where all moisture is eliminated prior to their subjection to the severe temperature of the oven fire, which is somewhat over 1,000° C.
In the rooms adjoining the ovens the articles are placed in coarse clay boxes (saggars), and carried into the oven proper (fig. 8). The interiors of the ovens are circular in shape, and the first layer of saggars is placed on the floor at the extreme circumference, thus forming the "first ring"; other saggers are placed on the top of these, and other rings formed within the first ring until the oven is filled by a series of rings built up one upon the other in bangs to the crown of the oven, and the last bung is placed near the entrance of the oven, which is then built up and sealed, iron struts or clamps being put across the entrance to prevent expansion of the oven from the great heat, which is kept up for over a week.
| |||
| Fig. 10. View in the Electrical Testing Department. |
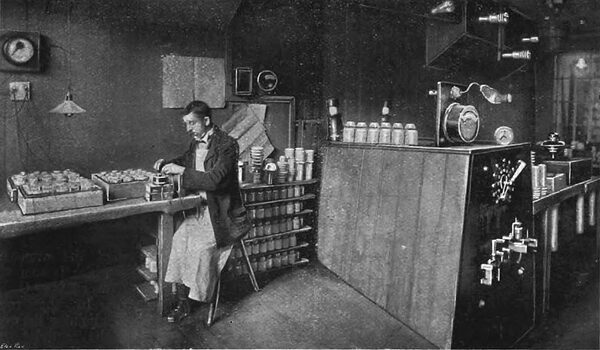
Fig. 5 shows a portion of the biscuit warehouse, to which the insulators are conveyed after the first or bisque fire. Here they are again examined for faults in workmanship, fire cracks, &c., and also tested by pyrometer gauges to ascertain If the temperature of firing has been carried to the necessary point, and if any doubt exists they go to the test room, where, if necessary, they can be tested with a transformer current up to 60,000 volts pressure, as none of the film's products depend upon the glazing to withstand the test for high-tension purposes.
From the bisque warehouse the articles go to the dipping or glazing department, fig. 8. The glaze, ground in the mill, first carefully prepared by re-sifting through fine lawns or sieves, and adjusted with water as to weight, to obtain the constituency suitable to the various classes of ware for which it is used. This is an important point, as it ensures that each class of goods stall come from the glazing or gloat-oven evenly coated with glaze; it is especially necessary for articles intended to be decorated in gold and colour. In this department the manufacturer has to deal with the debatable subject of injuries arising among the workers from the use of lead as a component of the glaze. It would appear that there are scarcely two opinions among the manufacturers as to the superiority of a lead glaze over a leadless glaze for all general purposes, and this is also the opinion of many experts outside the trade. For electrical high-tension goods, however, the practical potter is convinced of this superiority by long experience, as the small quantity of lead in the glaze acts as a flux to the other components by which (with the higher temperature of firing given to this class of goods) the lead glaze is fused into the bodyin contra-distinction to being fused on to the-surface of the body, as in the case of leadless glaze; the resulting surface is finer and brighter, not so liable to take op. atmospheric impurities, and more readily cleaned.
| |||
| Fig. 11. the Insulator Stores. |

In this department Mr. Taylor has devised an ingenious method of reducing the injurious effects of the lead to a minimum. The workersmostly womensit at a table, at the back of which runs a closed conduit, both above and below the working level of the table. This conduit is connected with a powerful revolving suction fan fixed outside the building, and at the front of each operator is an opening into the conduit surrounded by & cowl or bonnet, while on the table immediately under the workers' hands is a porcelain tray, specially made in the factory, with a circular front of about 4 in. in depth. This fits pretty closely to the body of the worker. She takes each article from a board in front of her, examines it, and takes off any superfluous glaze with a small hand knife or tool; the heavy portion of the falls into the receptacle immediately below in which is about ½ in. depth of water to receive it, while any small particles that are light enough to remain in suspension, are at once drawn into the conduit by the suction fan, and delivered outside the building. These openings have hinged flaps, and can be closed or opened as required, should the worker not be using any one of them.
The whole of the rooms where lead is present in any form together with others in this works, are swept out during the night, so that the workers arrive in the morning to a clean room. There are also wash-bowls, nail brushes, soap and towels provided, and a constant supply of waterspecial rules enforcing the worker to wash on leaving work. Each worker is also provided with an overall garment and head covering to prevent the glaze settling on her home clothing. These overalls are taken off, and left in the workroom when leaving for meals, either in the works' mess-room, or at home. If workers take their meals in the provided mess-room they can at their option have their cooking done for them on the works, there being a cooking department for about 150 people. The efficiency of these precautions is practically demonstrated by the fact that during the last five years not one single serious case of plumbism has occurred in the works.
From this department, designated "cleaning-after dipper," the articles are again pawed on to other drying rooms, preparatory to entering the glost (glazing) oven for firing the glaze on to them; they then pass to the finished warehouse (see fig. 11), a spacious room specially reserved for high-¬tension goods. The last-named department, naturally gives one an excellent idea of the scope of this business; it contains a very miscellaneous assortment of electrical goods of every description for insulating purposes, varying in shape and size from the small incandescent lampholder interior of about ¼ oz. in weight, to electrical railway track insulators of dimensions not hitherto made in England, some of them measuring nearly 12 in. diameter, an endless variety of high-tension articles for generating plant, transformers, main switchgear, also telegraphic, insulators, electric light and telephone porcelain accessories.
In an adjoining room is the now necessary addition to the up-to-date manufacture of high-class electric porcelain, viz., the testing apparatus; fig. 10. Here a Westinghouse transformer is installed for giving from 2,000 to 60,000 volts at the will of the operator, also the necessary testing instruments. This enables the firm to accept orders under a guarantee to supply goods to any specification within the above range, the method being to teat to a few thousand volts above the client's specifications; and while 60,000 volts is the extent of the firm's testing apparatus, their higher tension productions are used in caves where over 100,000 volts are specified.
The foregoing remarks, although brief in character; will serve to initiate our readers into the varied operations connected with this important industry.
We are indebted to Messrs. Taylor, Tunnicliff & Co., for facilitating the production of this article, and would add a word of congratulation to the firm for their enterprise and success in a line of business which meets with severe competition, particularly from abroad.
