[Trade Journal]
Publication: Ceramic Industry
Boston, MA, United States
p. 202
|
How Westinghouse Produces Insulators
ONE of the most complete plants manufacturing. dry pressed, plastic formed and cast electrical porcelain is described on these pages. Some of the most modern methods in the ceramic industry are practiced at this plant and we are sure a reading of the story will present some new ideas which the ceramic manufacturer can apply to his own problems.
By
Controlling Process from Laboratory
Handling Materials with Conveyors
Drying with Automatic Control
Burning Under Controlled Conditions
WHAT IS PROBABLY the most complete porcelain plant in the world, from the standpoint of the manufacture of the various types of dry pressed, plastic formed and cast electrical porcelain, is housed beneath the acres of roofs that cover the huge thoroly [sic] thoroughly modernized Westinghouse Electric & Manufacturing Co.'s plant at Derry, Pa. The man who is in direct charge of this large ceramic beehive of activity is E. H. Fritz, who is assistant factory manager, and who has made many valuable contributions to ceramic literature.
| |||
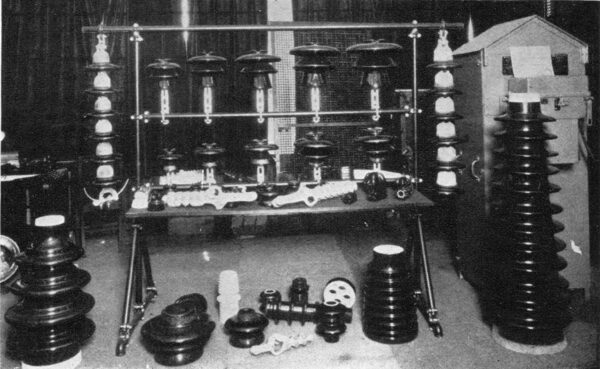
| Some of the Special Shapes and Miscellaneous Porcelain Products Made at the Derry, Pa. Plant of the Westinghouse Electric & Manufacturing Co. |
The raw materials used in the various processes are handled by means of drag type conveyors, located beneath the floor of the storage bins.
As the incoming ball clay arrives at the plant, it is dumped direct from the box cars into a disintegrator. Upon passing thru the disintegrator a drag type conveyor picks it up and carries it to any one of the four ball clay bins. The other raw materials are distributed in the same manner, with the exception that they do not go thru the disintegrator; and the spar and flint is either transferred to storage bins or hoppers which are located in the batch preparation department.
 |
In this department all of the batches are prepared. We will first describe the casting process preparation. The raw materials are gathered from hoppers located over a track on which a batch car is run. Butterfly doors permit the effective release of the raw materials which are weighed on a locked scale. After weighing, the charge is dumped into a hopper which feeds a bucket elevator that conveys the material to the ball mills. The clays are milled first for 45 minutes, then the flint and spar are added, and the entire mass is milled for an ad-ditional 30 minutes. The slurry is then passed thru two screens, the first being 30 mesh, and the second 60 mesh. In this milling process, the correct amount of water is added, taking into consideration the moisture content of the raw materials, principally of the ball clay. The blunged materials pass over magnets and directly into the agitators that supply the circulatory casting system. The slip in the agitator is tested daily, and the salts are carefully calculated. When the slip is ready for casting, it weighs 60 ounces to the quart.
| |||
| Ball Clay Storage Bin Showing Drag Conveyor Below and Above, Indicated by Arrows. |

| |||
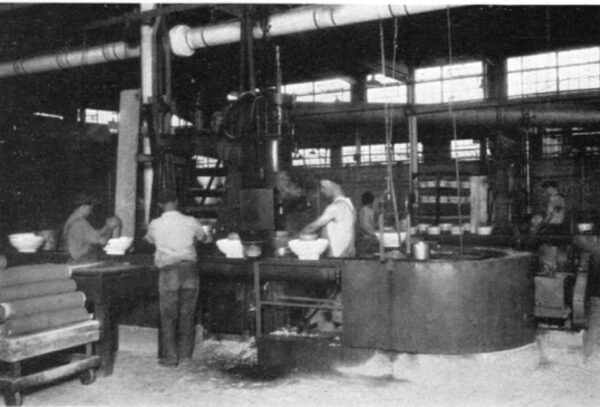
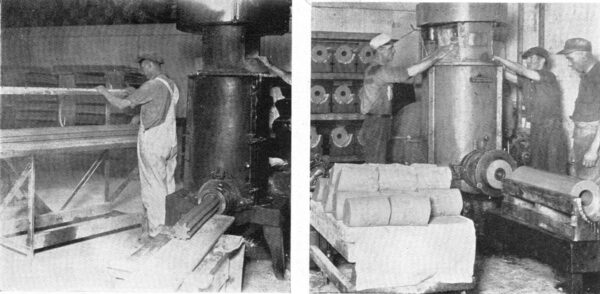
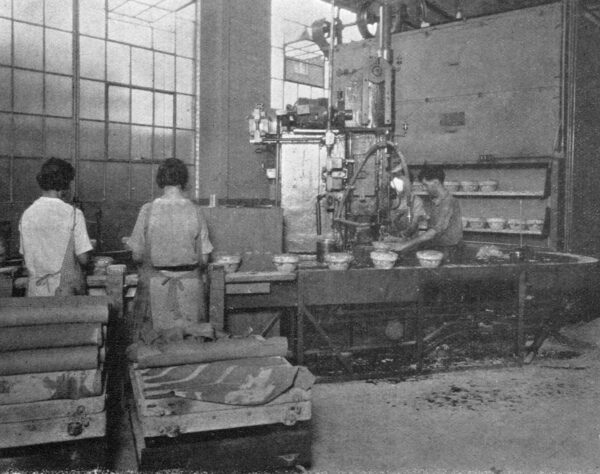
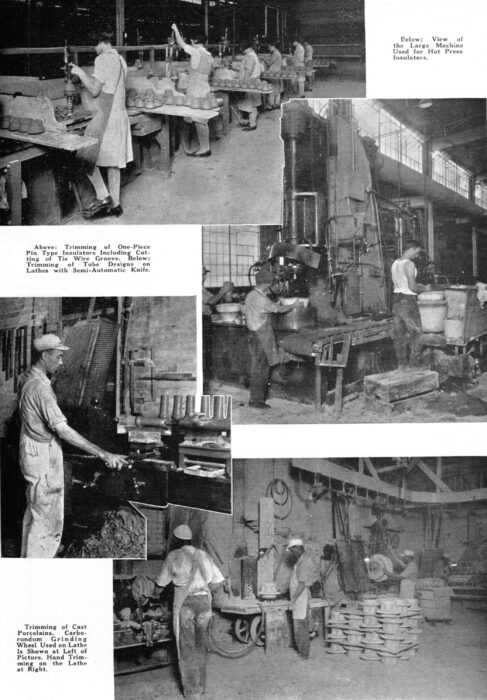
| Hot Pressing of One-Piece Pin Type Insulators. Mold Release Dryer in Background. |
| |||
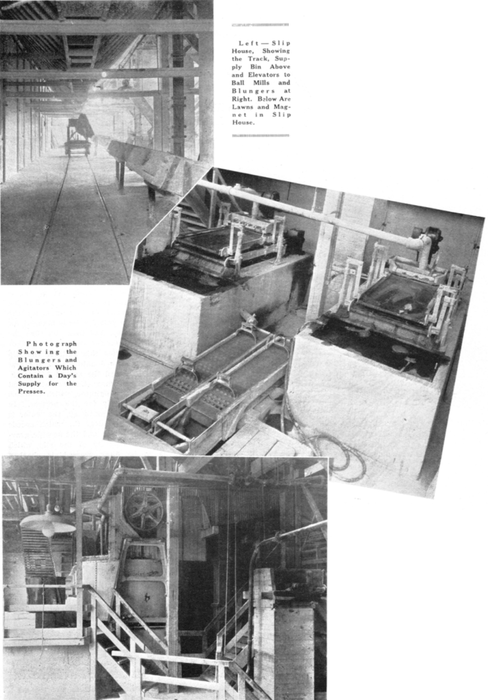
| Excellent View of Slip House Showing Mill Being Filled and Position of Raw Material Bins and Elevators. |
Casting is done in the usual manner, and cloths are placed over the mold cores which ease the release of the cores. The mold cores are pulled anywhere from 12 to 30 hours, depending upon the size of the piece and the appearance of the cast. After the cores are withdrawn, the piece stands for several hours, when the molds are removed and the pieces set on trucks and sent into a dryer which is kept at 140 deg. F.
After being thoroly [sic] thoroughly dried, the insulators are taken on the same trucks to the finishing department. Most of these pieces require careful finishing on a high speed lathe, and, in order to hold the insulator as rigid as possible, expanding mandrels equipped with rubber contact cushions to in-crease friction and relieve strains on the pieces, are inserted. The glazing and firing procedure will be described later.
 |
| |||
| LeftThe Long Clay Bars Roughly Shaped Are Cut to Size for Speeding Up the Finishing Operation. RightDue to the Design of the Auger on This Pugger the Laminations in These Tubes Are Eliminated. |
| |||
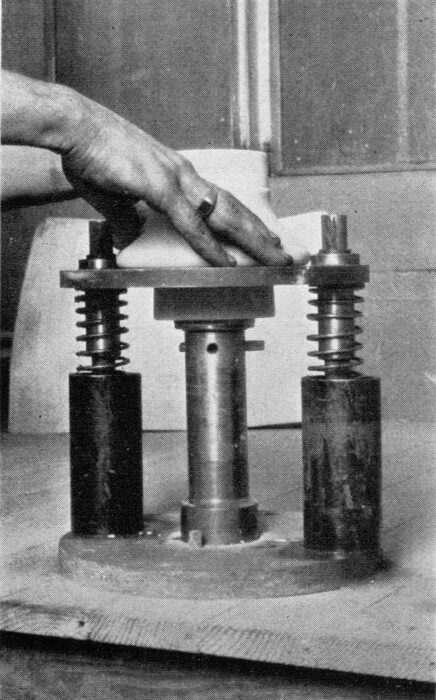
| Special Trimming Machine Used to Enlarge Inside Diameter of Insulator. |
| |||
| This Crew and Machine Can Produce 2,500 Pieces A Day. Note Compactness of Unit-Conveyor-Machine-Mold Release Dryer. |
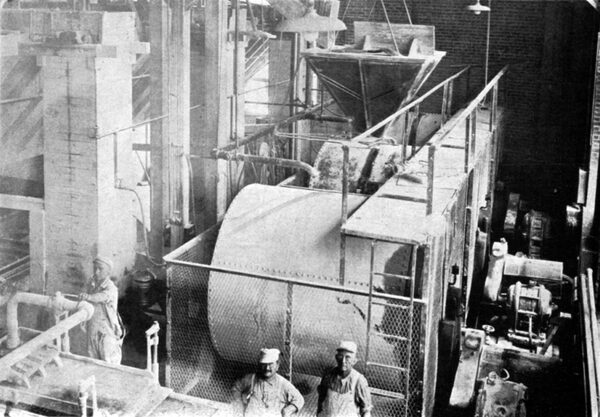
The body preparation procedure for the plastic and dry pressed wares is the same, but differs somewhat from that used in the processing of the cast ware. The flint and spar are milled in three 6 ft. 8 in. ball mills for about one hour. During this time the clay is blunging. When the mill has run its required number of revolutions an air line, carrying a pressure of 15 pounds per sq. in., is attached and the slurry is lifted to the blunger which is located above the mills. The entire mass is blunged for half an hour, and then run thru the rough agitator for an hour for further mixing. From this agitator the slip passes over a double screen, the first being 100 and the second 140 mesh, then over magnetic separators and into the fine agitator, which contains a day's supply for the presses. In blunging and agitating, the water is heated to 90 deg. F., which speeds up the process; and the specific gravity and viscosity of the slip which is to be filter pressed, is checked daily.
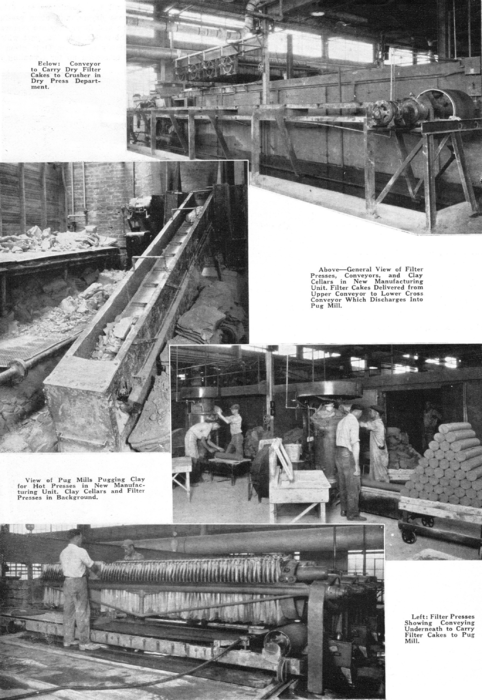
The presses are located over the storage cellars, and require about 214 hours to fill. When the press is ready to be taken off, a portable off-hearing belt conveyor which runs on a track is placed beneath the press, and the filter cakes drop onto the belt which delivers them to portable vertical puggers, and the pugged material is placed in the damp storage for further treatment before it goes to the hot presses or turners. Some of the filter cakes are reserved for the dry press department, and these are shunted to a dry storage room. That clay to be used in the plastic press process is kept in storage for 3 days to one week in the concrete bins.
|
|
Six hot presses of 3 different types, two of which were developed by the company, press 6,000 pieces a day with 4 operators on the press and one to place molds into the mold release dryer. The molds are turned 8 times daily, and require but one hour to pass thru the dryer. About 500 pieces are obtained from a mold before it is rendered useless. There are several phases of drying used in making these insulators, due to the fact that the pieces range in size from the small line insulators to the large 17 in. type which are made on a huge press capable of turning out 2,500 per day.
| |||
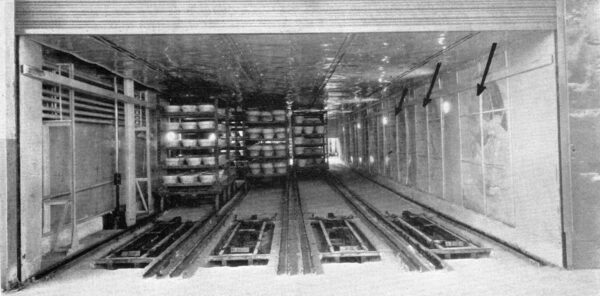
| Fine View of the Inside of the Truck Type Mold Release Dryer. the Fans, Enclosed by Screens, Are Lined Up Along the Entire Right Hand Side of the Dryer. the Fans Are Indicated by Arrows. |
 |
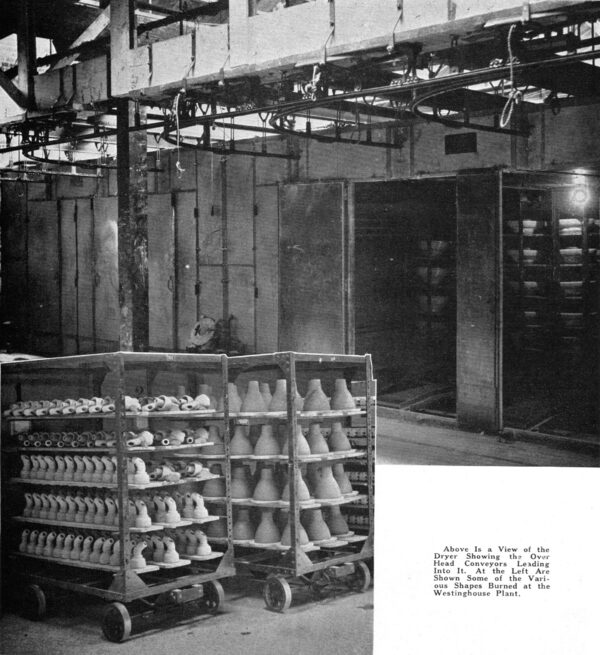
In the drying of high voltage porcelain formed by the hot press method, the filled molds are placed on trucks that can be either moved on the floor or attached to a monorail. When filled, the trucks are moved into 80 foot dryers which have a capacity of half a day's supply. The temperature in these dryers is automatically controlled at 120 deg. F., and the ware passes thru in 3 to 4 hours, altho [sic] although some of the smaller stuff goes thru in 2 hours. With the slight drying obtained at this stage, the clay form is released from the mold. The small type insulators are dried in release dryers, and after passing thru the first dryer they are removed from the molds, and that part which dries slowly in the mold is given a chance to season up for trimming in a second dryer. By this method, the molds are rapidly refilled and the ware is sent to the trimming lathes and spindles in a leather hard condition. The larger insulators are removed from the molds after they pass thru the first tunnel dryer, and are dried in a second dryer for about 1 % hours. Due to these mold release dryers, the number of molds required for a given capacity is considerably reduced, due to the more frequent filling of the molds. On large heads and centers the molds can be filled twice, if not 3 times a day; whereas, open air drying would permit only one filling a day. In the automatic mold release dryer which handles several pin type insulators and anything up to 5% in. diameter, the molds can be filled about every 1 to 1-1/2 hours. The increase in mold life, due to these dryers, is about 30 per cent.
 |
The insulators receive their final drying after trimming. There are 4 steps in this final drying. The first two steps with high relative artificial humidity which is built up by water and steam sprays to warm up the ware before the actual drying out is started.
The last two conditions contained in the dryer are dry bulb temperature only. The dry bulb temperature is gradually increased toward the delivery end. The passage thru the final dryer requires about 36 to 48 hours, and the temperature gradient begins at 115 and ends at 140 deg. F. A pusher on these dryers insures a uniform drying in a short time. The largest insulators require the longest time for drying, while the average size head or pin type requires 42 hours.
 |
The trucks which carry the insulators thru the dryers are of two types a floor truck type and the monorail type. The floor type are fitted with adjustable end irons so that the boards may be placed on the same to accommodate pieces of varying heights.
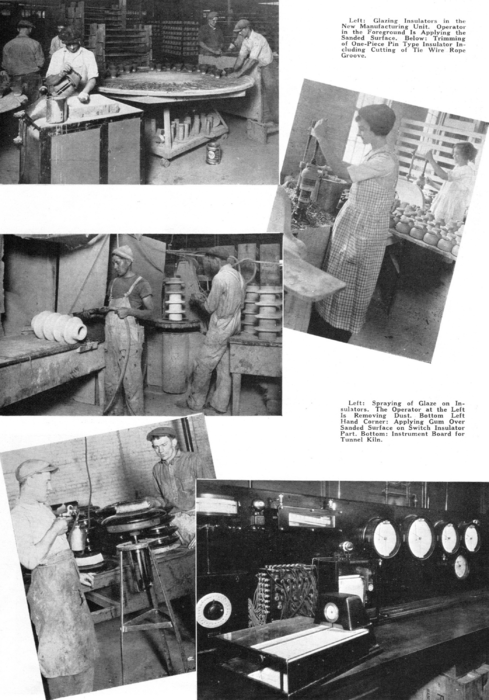
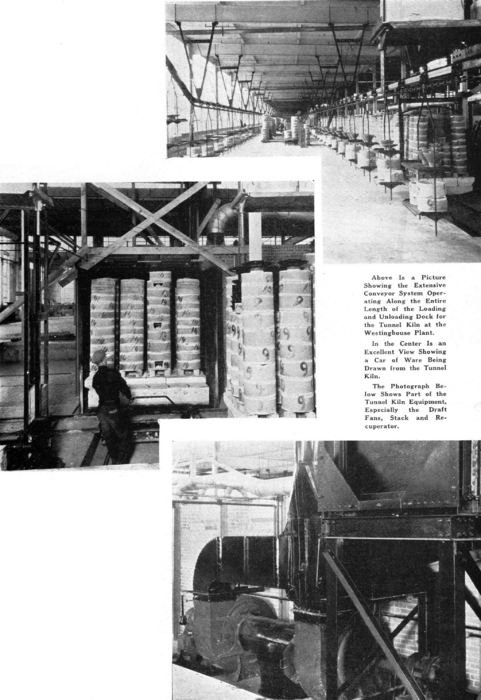
The dried insulators are brushed off with air and either dipped or sprayed. The large cast pieces are sprayed first, then dipped, as it was found that this practice eliminated pitting caused by dust. Photographs show these operations better than any description could portray them. The glazed insulators are placed on trucks which carry them to a point along the 1,000 foot conveyor. This conveyor carries the unburned ware to the kiln, empty saggers to loading positions, and finished ware to the testing department. Some of the bushings made at the plant are formed in pug mills equipped with special dies and the plastic bushings rest in semicircular shaped palettes while drying. These bushings are dried for 2 to 9 days, depending on the mass, and then sent to the lathes for finishing.
The ware is fired in a tunnel kiln and in 19 periodics, some of which are being changed from open fire to muffle type. The tunnel is 410 feet long and is operated on a 1-1/2 hour schedule to cone 11 down. The temperature gradient is very carefully checked by a recording pyrometer, and the fireman marks the temperature of every thermocouple every hour. The pusher on the kiln is connected with a pressure gage and is hooked up with a bell system. Too high or low pressure causes the bell to ring. If continued high pressure is indicated on the gage, a wreck or obstruction of some kind in the kiln is looked for, and when the pressure falls to zero a car is ready to be removed and another car is inserted in the kiln.
| |||
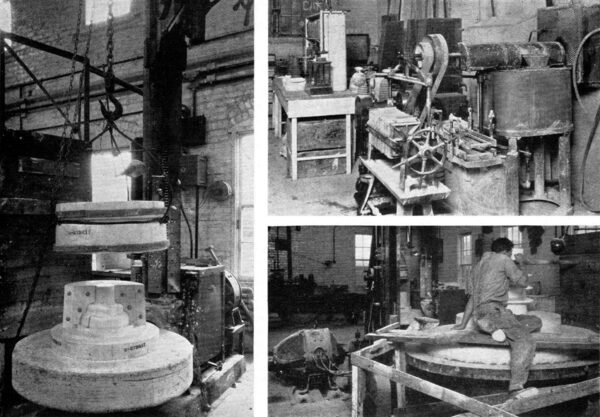
| Left: Master Mold Equipment on Wheel in Mold Department. Top: Fine View of the Plant's Laboratory. Bottom: Cutting the Master Mold on A Large Boring Mill in Mold Department. |
This tunnel kiln, which saved per cent. in fuel costs over the periodics and 50 per cent. labor costs, is equipped with safety devices that make it almost impossible to harm the ingoing, outcoming, or ware in process of firing. For instance, should the power fail and stop the fans, a solenoid valve attachment acts which cuts off the gas and prevents gassing of the ware. When the push-in stroke ends, a bell rings and a drop door isolates the finished car from the rest of the kiln, making the kiln independent of outside conditions, while the cars are either taken out or-placed in the kiln. An air heater attached to the kiln recovers heat from the issuing gases to heat the air used for heating and ventilating purposes. This heater handles 7,500 cu. ft. of gas per minute at 400 deg. F., which is cooled to 225 deg. F. This heats 10,700 cu. ft. of clean air from 60 to 140 deg. F. The gas is drawn thru the heater by a small induced draft fan and enters the shop under pressure.
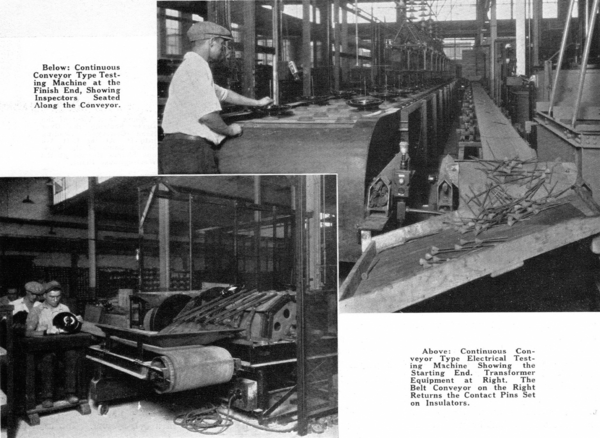
After the insulators are fired, they are inspected for structural defects and then passed on to the continuous belt flashover test. The photos show this apparatus very well indeed. As the insulators pass along the conveyors they come first into contact with a few seconds of high frequency test, and then proceed in contact with bus cars for the usual 60-cycle test. The contact rods or pins are returned to the starting point by a belt conveyor. If an insulator fails, it can be readily removed by opening the protecting gate which, when raised, also shuts off the entire testing circuit.
Will Increase Capacity 50 Per Cent.
Improvements at the plant are now under way, and, when completed, will increase the capacity of the plant 50 per cent.
