[Trade Journal]
Publication: Electrical World
New York, NY, United States
p. 221-222, col. 1-2
Stress Problems Overcome
in Cemented Insulators
By E. H. FRITZ
Porcelain Insulator Engineering Department,
Westinghouse Electric & Manufacturing Company, Derry, Pa.
IT HAS been generally understood that pin-type insulator failures, comparatively frequent some years ago, were almost entirely due to the stresses placed on the porcelain by the cement used in joining the porcelain parts. These stresses had their sources in the higher coefficient of expansion in cement as compared to porcelain and the fact that cement undergoes an increase in volume when it absorbs moisture from the atmosphere. For a time it was also thought that there was a gradual, permanent expansion or growth in the cement due to chemical changes, but thorough investigations proved this to be false. The only changes in volume which cement undergoes are those due to temperature changes and the absorption of moisture by the cement. These volume changes are not permanent, the volume increasing and decreasing directly with the temperature and with the moisture content. Use of resilient coatings between the porcelain and cement and employment of cement mortar rather than neat portland cement have reduced these stresses sufficiently to prevent failure of the porcelain.
To evaluate more definitely the effectiveness of these improvements and also the effect of the porcelain shape employed an investigation was carried on over a number of years, the results of which prove definitely the correctness of present design and construction. The investigation can be divided into two parts: The first studied the behavior of the cement with and without resilient coatings on the porcelain and with changes in the cement itself, using the same porcelain design throughout. The second part studied the effect of changes in the porcelain design, considering particularly the angle of slope between two porcelain parts cemented together, as found in a multipart pin-type insulator.
| |||
| Fig. 1 -- Thin Walls of Porcelain Test Cup Exaggerate Cement Stresses. Cups Filled With Neat Portland Cement. |
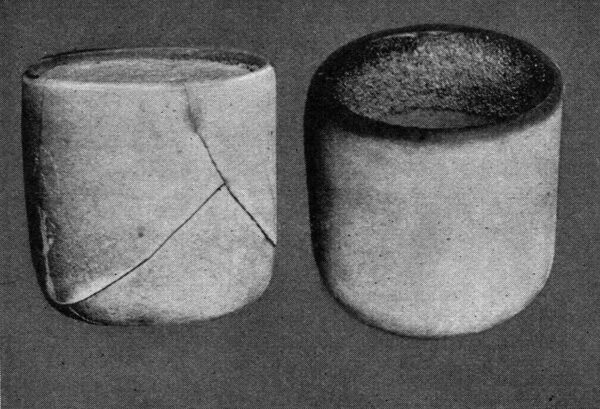
For the first part of the investigation a porcelain test cup was designed, having an outside diameter of 3-1/2. in., an outside height of 3-1/2 in. and 1/4in. walls. The thin vertical walls and comparatively large mass of cement required to fill the cup exaggerated the stress conditions prevailing in commercial pin-type insulator designs, and consequently accelerated the failures of the test pieces (see Fig. 1). The inside of the cup was sanded to duplicate gripping surfaces used on insulators and the cups were filled with cement, with and without the use of resilient material between porcelain and cement. After the usual curing process for the setting of the cement the cups were placed on the roof of a building, where they were exposed to all weather conditions. Various brands of standard portland cements found on the market were studied, the results being practically similar for the various suppliers.
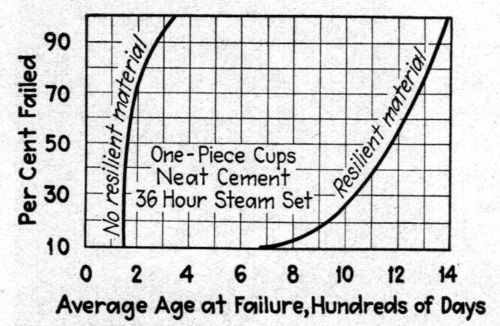 |
| Fig. 2 -- Effect of Resilient Material on Failure of Porcelain Test Cups |
Performance of these cups filled with neat Portland cement, with and without resilient material, is shown in Fig. 2. It required but 345 days for the entire lot of cups to fail, having no resilient material, as compared to 1,395 days for those having resilient material.
Mortar versus sand
The effect of using a mortar consisting of 50 per cent each of cement and sand as compared to neat cement is shown in Fig. 3, resilient material being employed in both cases. At the end of 1,395 days, when all of the cups having neat cement had failed, 40 per cent of the cups filled with mortar had failed, and at the end of 1,800 days, when the investigation was discontinued, only 45 per cent had failed. This indicated strikingly the cumulative improvement of the two changes from the original condition of neat cement and no resilient material.
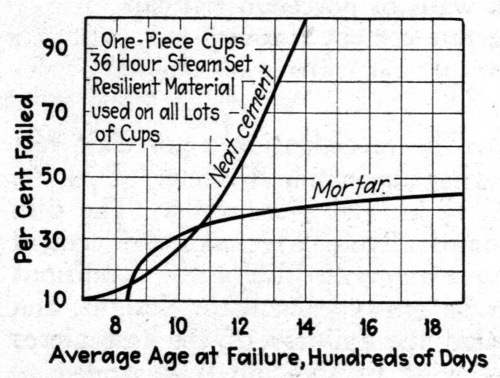 |
| Fig. 3 -- Relative Effects of Neat Cement Vs. Mortar on Porcelain Test Cups the Mortar Consisted of Half Cement and Half Sand. Resilient Material Was Used Between Porcelain and Cement or Mortar. |
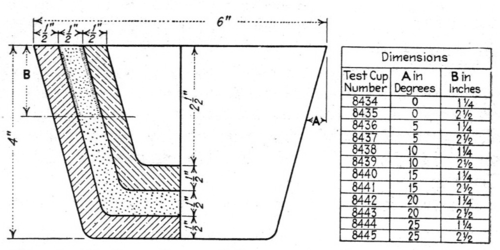 |
| Fig. 4 -- Design of Porcelain Test Cups for Cement Study |
For the second part of the investigation a series of double cups, one nesting within the other, was designed having excessive space for cement and relatively thin porcelain walls. The slope of the sides of these cups varied between 0 deg. and 25 deg. from the vertical. These designs are shown in Fig. 4. These cups were assembled with and without resilient material between cement and porcelain, also with neat cement and with the 50 per cent cement-mortar, and exposed to the weather similarly as the other cups. Fig. 5 shows a definite increase in failures as the slope is decreased below 15 deg. Increasing the angle above 15 deg. apparently has no effect on the results. These results are logical, since slopes somewhat away from the vertical reduce the tensile stress component on the porcelain when the cement expands.
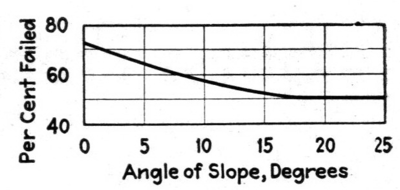 |
| Fig. 5 -- Effect of Slope of Multipart Porcelain Test Cup on Failure the Per Cent Failed is the Average of All Results Obtained With Each Particular Slope Studied, Regardless of the Method of Assembly |
The effect of the changes in assembly procedure considered in the first part of this investigation resulted as follows: 25 per cent of the cups represented by Fig. 5 were assembled with 50 per cent cement-mortar and the remainder with neat cement. This disregards whether or not resilient coatings were employed. Slightly more than 60 per cent of all of the cups had failed when the investigation was discontinued, and only 13 per cent of the failures were mortar assemblies. In other words, 25 per cent of the cups, or the portion assembled with mortar, produced but 13 per cent of the failures, indicating again the advantage of the use of mortar.
The effect of resilient coatings in the cups assembled with 50 per cent cement-mortar in this particular investigation again was very definite. Only 2 per cent of those having resilient coatings failed, while 60 per cent of those without these coatings failed. In other words, using a 50 per cent cement-mortar, more or less sloping the sides of the test cups, and using resilient coatings between mortar and porcelain results in practically no failures over the entire period of the investigation, or al-most five years.
The investigation shows conclusively the value of the resilient coatings, the improved results from the use of 50 per cent cement and sand mortar and the desirability of maintaining a slope in the nested sections of a multipart pin-type insulator of 15 deg. or more from the vertical. Stress conditions in commercial designs are more favorable even than in the nested test cups because the porcelain walls are thicker, the cement section thinner and because the sheds of the insulator provide additional resistance for these stresses. Considering the fact that only 2 per cent of the test cups employing all of these improvements failed, it is safe to conclude that pin-type insulators employing these improvements should show no deterioration on account of the cement. Performance of multipart pin-type insulators in recent years is giving proof of this.
