[Trade Journal]
Publication: Ceramic Industry
Chicago, IL, United States
vol. 5, no. 3, p. 241-245, col. 1-3
Templates Standardize Porcelain
Output
Thousands of Pieces of Various Types of Insulators Made at Illinois Porcelain Co. by Using Templates Are Found to Be Uncanny in Uniformity
UNUSUAL METHODS OF MANUFACTURE, with attendant lowered production costs, have resulted in an increased demand which has necessitated the installation of a tunnel kiln at the plant of the Illinois Electrical Porcelain Co. at Macomb, Ill. Plant engineers, under the direction of C. W. Kettron, president, have developed an automatic hot press machine to make small, high tension insulators up to 6 inches; a method of turning bone dry bushings on a lathe; and a continuous apparatus to glaze small knobs and caps which requires a minimum amount of attention. As a result of these and other innovations, standardized production is maintained at a high rate of speed.
 |
| A View of the Illinois Electric Co. Plant at Macomb, Ill. |
Huge Raw Materials Storage
Raw materials are unloaded directly into 11 storage bins, each having a capacity of from one to four carloads. A weighing car, equipped with locked scales, transfers the material to one of the four double type blungers, which are placed near the storage bins. Domestic materials are used for the dry pressed product and the tubes, but, for the high tension porcelain insulators it has been found, in this plant, advantageous to use English ball clays, as they apparently develop a tensile strength in the body which has not been equaled by any other material used.
Wet and Dry Press Procedure
The process of manufacture is also different for the two main types of products manufactured and, for clarity, it is advisable to follow each thru its own process of manufacture.
The dry-press and tube body is blunged from three to four hours. From the blungers it goes to the agitators which are built beneath the floors. From here it is pumped as needed thru double 100 and 140 mesh vibrating screens. Before the clay slip is pumped into the filter presses, it passes over a bed of magnets and into a set of secondary agitators which feed the five filter presses. 100 pounds pressure is used in pumping the body thru the filter presses and, for this body, the press is filled in about two hours.
Homemade Fans Help
An unusual feature is 'to be found in the mixing room in the form of a series of fans which are attached to the main line shaft running lengthwise thru this room. About every five feet along this shaft there is attached a piece of galvanized iron two feet in length and 18 inches in width which acts as a fan when the machinery is in operation. The space between the filter presses is wide enough to effect the passage of a car upon which the pressed cakes are placed after being removed from the press.
| |||
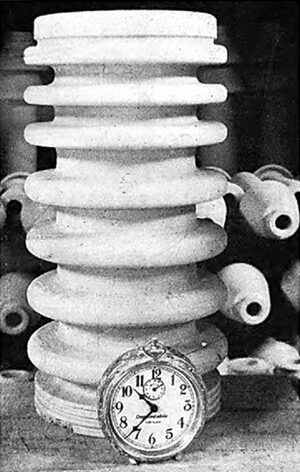
| A Sample of the Type of Insulator Made at This Plant. An Alarm Clock is Used for Comparison. |
Hand Screening Employed
These cakes are wheeled to the steam heated dryer and placed on wooden racks where they remain until they are sufficiently dried to be broken into pieces about the size of a walnut.
This body is then placed in the soak bins where about ten per cent. of moisture is added. It then passes thru the disintegrator and is shoveled by hand thru' fine screens. The screened material is placed in bins from 'which it is taken as required by the pressers. Eight Tension Body Treatment
The high tension insulator body is blunged for a period of five hours, and screened. This screening removes sticks and other coarse organic matter without grinding it. This slip is then ground in a ball mill two hours and screened. It passes thru a pair of 120 and 140 mesh double vibrating screens and is then pumped to the filter presses which are filled in three hours. The dry press and tube body requires only two hours to fill a press, but a longer time is necessary for high tension body because of the toughness and fineness of the English ball clays.
| |||
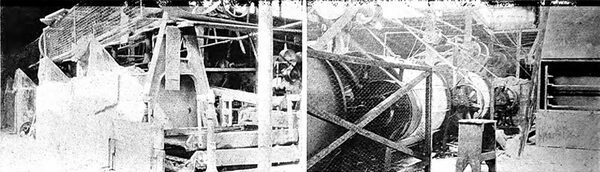
| Left-Note How Carefully the Blunger Doors and Gears Are Protected. Right-A Section of the Raw Materials Preparation Room Showing A Few of the Ball Mills Used. |
Added Grinding for Strength
This procedure is followed because the added grinding period produces a more homogeneous mix and develops a high tensile strength. After the slip has been thoroly [sic] thoroughly ground in a pebble mill and pumped to an agitator and thru the filter press, it is pugged twice in a vertical pug mill and then is forced thru a die in the shape of a cylindrical column from which short blanks are cut, each one the approximate size of the piece to be made. Canvas cloths are inserted between the column and the wooden boards in order to prevent dragging along the boards upon which the clay cylinders rest.
Remodeled Brick Machine Pugger
Another pug mill, really a remodelled brick machine is used for making the larger transformer bushings of the horizontal type, and for the high tension bushings.
Bushings Dry for a Week
As installed originally, this machine did not give satisfaction and has recently been practically rebuilt with the result that a homogeneous column of clay now issues from the machine. The shaft used is made of forged steel and does not spring. The smaller high tension bushing body is pugged in any of three vertical pug mills and cut to size. All of these bushings are dried a week before being turned on the lathe to size and form. The drying is accomplished in open air for these heavy masses.
Making Porcelain Tubes
The tube machine is of the same nature as a sewer pipe press in that it is worked from a platform and is vertical in action. A huge lump of thoroly [sic] thoroughly pugged clay is inserted in the barrel and a plunger squeezes this clay thru the multiple die from which the tubes issue onto a board held by a workman. As they approach three feet in length, the mill is stopped and the clay tubes are cut with a wire. From here the tubes are placed in a continuous humidity dryer which maintains a temperature of approximately 160 deg. F. and remain there for a period of about 45 minutes. From here they are taken to the header machine which sets the small heads on the tube.
The machine for heading long tubes is equipped with a bottom die which is hinged so that it can be pulled out of the way of the plunger. About 20,000 three inch tubes are made daily on each machine. A foot pedal lifts the bottom of the die to eject the tube, and oil makes the clay release.
| |||
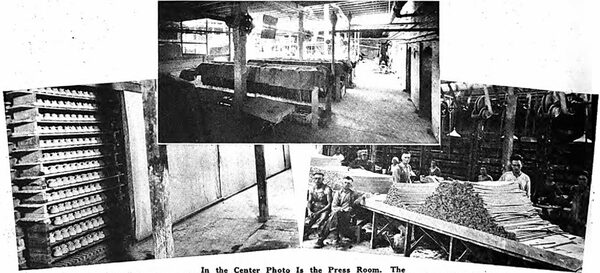
| In the Center Photo is the Press Room. the Fans Used for Cooling This Room Are Seen Attached to the Main Shaft, An Innovation Which Works Very Well. Left-A View of the Dryer Which is Protected With Canvas Doors. Right-A Section of the Tube Department. the Header Machines Are Seen in the Background. |
Templates for Uniformity
For finishing bushings, an apparatus similar to that used by the dentist is employed. It consists of an arm fastened to a shaft carrying on one end a cutting tool. A template cut. to the, exact form to which the bushing is to be made, is then placed on a rack immediately above the lathe over the bushing. The cutting tool, in passing back and forth in a path over the bushing, rolls along this template and an operator guides it very carefully, taking special pains not to take too deep a cut as this would chip the surface. When the cutting tool follows the exact shape of the template and just touches .the clay form the piece is considered finished.
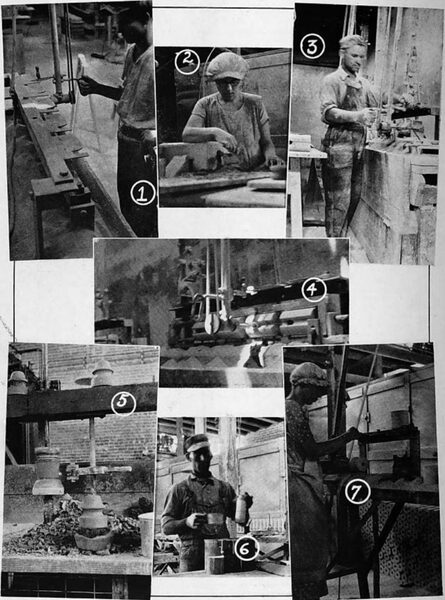
| |||
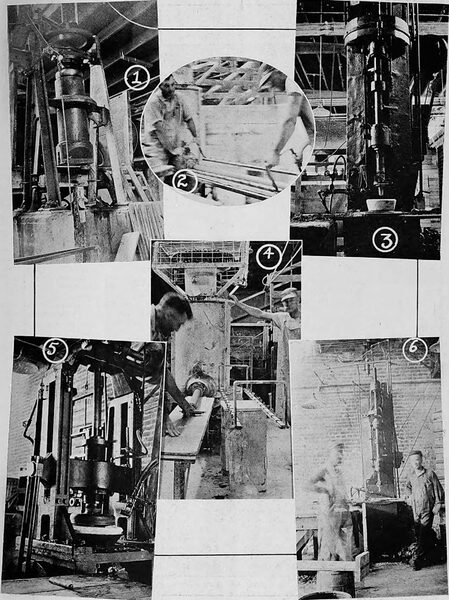
| 1.--Thousands of Insulating Tubes Can Be Made Hourly by This Machine. 2.--All Blanks Used in the Plant Are Cut to Size. They Are Carefully Laid Away to Dry to A Leather Hard Condition Before Going to the Forming Benches. 3.--One of the Hot Presses Used for Putting the Thread on the Inside of Line Insulators. 4.--In Order to Prevent Strains in This Clay Column A Canvas Belt is Moved With the Column. Note the Protection Afforded the Pinion Gear on This Vertical Pugger. 5.--One of the Newest Type of Hot Presses. This Machine Can Deliver Thousands of High Tension Insulators During A Day's Operation. 6.--Another View of A Hot Press. Just to the Side of the Presses is A Large Clothes Rack Dryer Which Holds Hundreds of Molds. |
Cutting Holes in Insulators
It is interesting to note how' the holes are cut thru the strain insulators without chipping the surface of either side. This is done by drilling the hole half way thru and then the pieces turned 180 degrees on their long axis and again drilled from the other side.
The tool that does this drilling is not of the usual shape but is made in the form of a paring blade and of specially tempered steel which easily cuts its way thru the clay mass when pressure is applied. When finished these bone dry insulators are sent to the glazing department. Those insulators which were finished in a leather hard condition are allowed to remain on the floor for two or three days before being placed in a steam dryer.
| |||
| 1.The Template. Cutting Tool and Guide Are Plainly Shown in This Photo. 2.All the Ware is Measured to the Fraction of An Inch and Special Tools Enable the Measurements to Be Uniform. 3.An Operator Forming the Insulators of A Certain Type. 4.Drilling Holes in the Bone Dry Pieces is Easily Done With This Equipment. 5.Tool and Jigger for Forming A Type of Line Insulator. 6.--Because of Peculiar Shape It is Necessary to Dip Some Pieces by Hand. 7.Altho This Operator Makes Thousands of Pieces During A Week's Time. Every Piece is Identical Due to the Method of Fashioning the Ware. |
Novel Hot Press Machine
The high tension insulators are made in this plant by a rather unique process. A hot press 'machine, which is semi-automatic in action, is used. The plastic blanks are batted by hand to fit the mold, and then placed in these molds which are seated on the bed of the press in such a position, that a plunger strikes the exact center of the clay mass contained in the mold. It forces the clay to take the form of the inside of the mold and, as this plunger is in the form of a screw, it forms the section on the inside of the insulator which is used for fastening. A reversing mechanism is brought into play and the plunger is released not in an- upward, but rather in a rotating manner so that the thread of the screw on the inside of the clay insulator is not injured. in any way. Compressed air is used in the release valve for the reversing mechanism. The plunger, which is made of bronze seated in a steel die, is heated by a gas flame which holds the temperature. of the die at about 200 deg.- C. In order to permit the screw plunger to operate more smoothly, a good grade of cylinder oil is used. At one time a dry press oil was tried in connection with this operation but the flame so readily decomposed it that the better grade was found necessary. About 300 to 130 insulators can be turned out every hour on this machine, it is said. After pressing they are set in. a continuous mold-release drier. When the molds and pieces reach the other end they have dried and hardened sufficiently to be taken from the molds and sent to the dryers.
Dipping Methods Differ
Various. methods are used for dipping, the different products produced at this plant... Whenever it is important to have a setting surface, paraffin is first applied to the piece before it is dipped. The glaze, of course, rolls off the paraffin and, when placed in the sagger, the piece does not stick to the bottom. Line insulators are dipped on racks consisting of boards containing wooden pegs, on which the insulators are placed. In this manner from one to five can be dipped at a time. They are allowed to drain before being removed from the wooden spindles and placed on the drying rack. Both types of bushings usually are glazed by hand by pouring glaze over the piece. The smaller insulators are held during dipping with aid of a piece of spring wire which is inserted into a recess on the under side. By this procedure this type of insulator can be glazed in a more 'effective manner than is possible by any other process.
| |||
| A Section of the Testing Department Where All Insulators for the High Tension Lines Receive A Severe Test. Inset Shows Test Plainly. |
Glazing Machine for Caps and Knobs
A novel piece of apparatus developed in this plant, is used. to glaze all caps and knobs. It consists of a. light continuous chain upon which steel pins are set at right angles. The knobs and' caps are placed on these steel pins and carried over a rubber tired wheel which runs in glaze. The contact with the wheel applies glaze to the edges of the knobs and caps. As the ware approaches the end of the chain, the pieces have dried sufficiently to be handled and are then set in saggers which rest in a convenient position so that they may be filled quickly and directly from the dipping operation. None of the high tension insulators are set in saggers until they reach the kiln. These are brought into the kiln on cars and set into the saggers directly from the drying boards. Some of the dry pressed insulators and tubes are placed in saggers in the kiln room and then carried to the kilns. In this operation the girl setting the saggers is close to the kiln so that a minimum of time is lost.
Special Sagger Cars Used
This firm has shown aggressiveness in the installation, of various types of new equipment. It has just rebuilt its sagger making department and has equipped it with modern sagger making devices which. include a steam heated dryer, special sagger cars and a continuous grog grinding apparatus.
A new addition to the plant has just been completed which contains the new tunnel kiln. and a large high tension insulator department. Portable Setting Frames
The tunnel kiln.ie burned to a temperature of 2,200 deg. F. in the crown. Portable setting frames are used for the kiln setters. A return car pusher. is another piece of equipment added to this department. The oil is heated by steam and waste heat from the crown.
