[Trade Journal]
Publication: Ceramic Industry
Chicago, IL, United States
vol. 4, no. 4, p. 287-291, col. 1-3
Progressive Porcelain Plant Produces Profits
Millions of Pieces of Ware Are Accurately Counted by Machine at Federal Porcelain Co. Plant
SITUATED in a section far removed from the turbulent labor trouble area and blessed with unexcelled shipping facilities which are provided by two railroad sidings, the Carey, Ohio, plant of the Federal Porcelain Co., stands in a position to render its customers the best possible service. The plant is housed in a building 420 feet long and 165 feet wide. Plenty of ground remains for future expansion. The building contains 68,000 square feet of floor space of which 57,000 feet are on one level.
|
Weather All Sagger Clay Arriving at the plant, the raw materials are transferred from the freight cars to the storage bins direct, while clays that require weathering there are dumped into weathering bins located outside of the building, at the rear. It is said that weathering the clays, especially the sagger clays, adds to the life of the saggers and consequently reduces manufacturing costs.
| |||
| Several Blunger Mills Are Needed As There Are Two Entirely Different Processes Used in Making Porcelain at This Plant. |
| |||
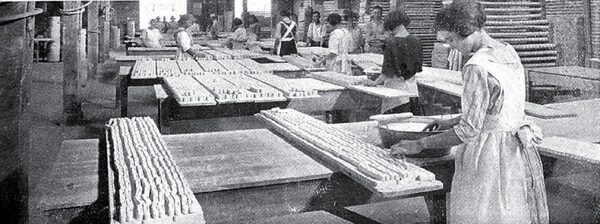
| Tube Heading is Done After the "Rolls" Are Sorted and Cured in Humidity Racks. |
The raw material bins which are located in a line, are separated from each other by a hollow tile wall. These bins are equipped with sliding doors which are kept closed until a batch is to be made up, when they are opened. This precaution prevents contamination. which might result should the doors remain open. Between the raw materials bins and the blungers, is a track on which a locked scale car runs. The various ingredients in their proper proportion are first weighed on this scale. car. Each clay or other raw material has its own bar so that tampering with the formulae is rendered impossible and uniformity of mixture is assured. Clays of various grades including foreign and domestic, flint, spar, whiting and other chemical ingredients are contained in the body.
The body at this plant undergoes the usual procedure of blunging, filter pressing and pugging before it is sent to the various machines which turn out the ware made at this plant. It is a simple matter for the workmen to transfer the batch from the scale to the blungers, each one of which is entirely covered and protected with a door which is raised when being filled.
| |||
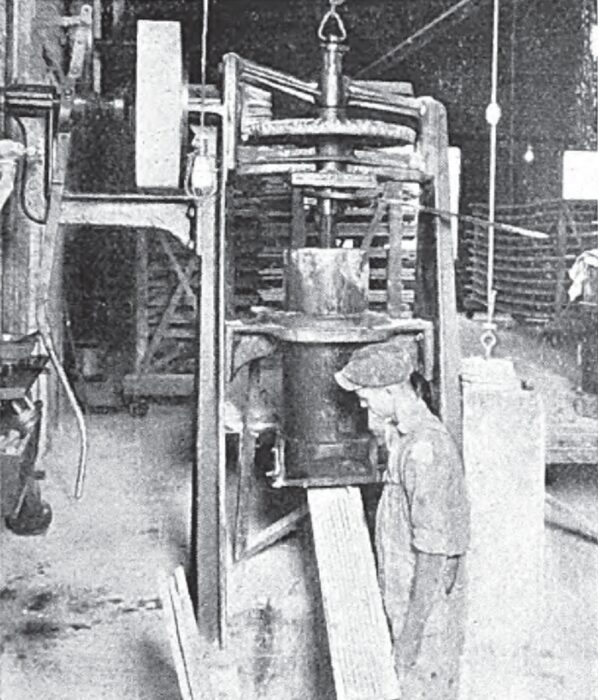
| The Automatic Sagger Press is Used in A Separate Department. |
| |||
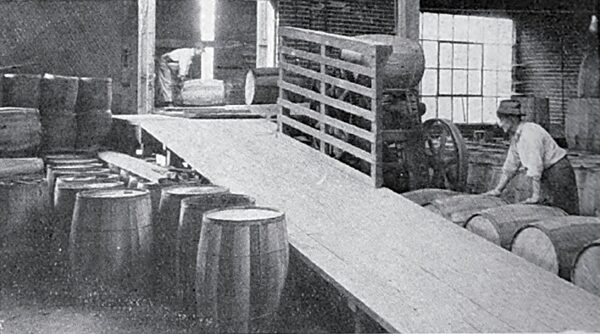
| An Automatic Barrel Hoist Elevates the Barrels Rapidly to A Runway Leading Directly Into A Waiting Box Car. |
| |||
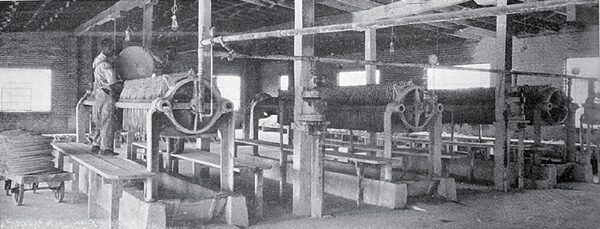
| In Both the Wet and Dry Processes, Slip is Pumped Into Filter Presses . From This Stage Onward the Methods Employed in the Wet and Dry Processes Differ Widely. |
After the batch has been blunged for about four hours, it is run thru a vibrating screen and passes over magnets into an agitator from which it is pumped to the filter presses.
Two Distinct Bodies Made There is need for separate blungers at this plant as there are two types of electrical porcelain manufactured. These are the wet and dry process porcelain. Each process is complete in itself, and requires a different mixture of raw materials for the slip or dust.
Each filter press consists of a series of 72 chambers lined with cotton duck. Under a pressure of 140 pounds per square inch, it requires but an hour to an hour and fifteen minutes to fill one of these presses. From the filter press operation, both processes differ greatly.
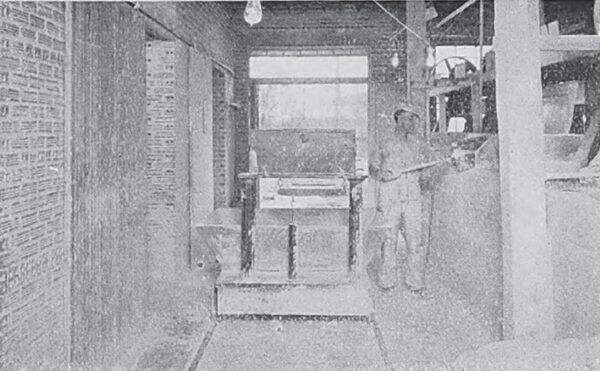
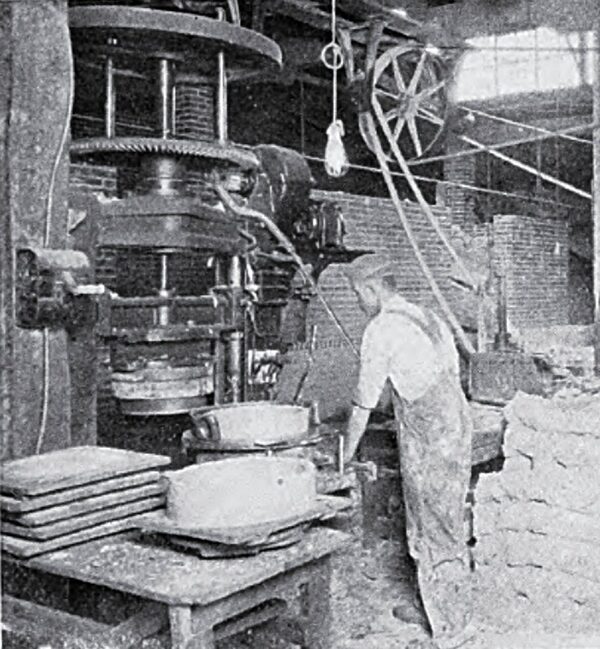
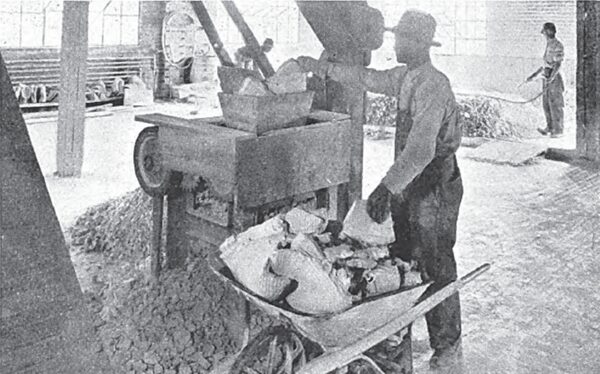
The Dry Process In preparing the clay used in the dry process of manufacture, it is necessary to dry the filter press cakes thoroughly. This is accomplished with the aid of a steam dryer. The dry cakes are passed thru a crusher which breaks them up into small pieces about the size of walnuts. The small hand fed breaker shown in connection with this article is being utilized as a temporary expedient until more modern equipment can be installed. This broken clay is then piled and sprinkled with water until dampened thru, following which it is reduced to a fine powder by means of a grinder or beater mill. The clay is left in the form of a damp dust in a bin, in which condition it is ready for pressing into knobs, cleats and other shapes. The ground clay is supplied by gravity thru chutes which deliver the powdered material to each press, as illustrated.
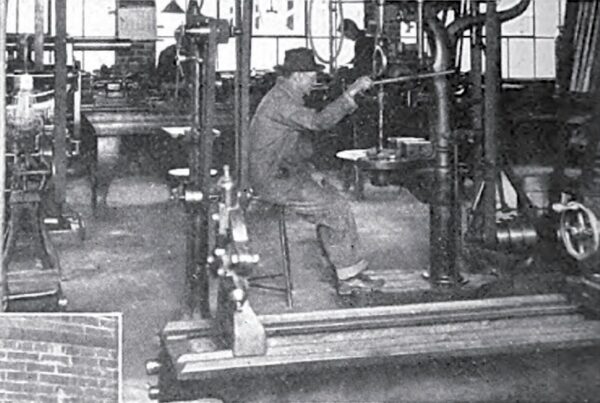
For manufacturing ware by the dry press process well constructed, accurately made dies of the highest workmanship are necessary. The making of good dies for electrical porcelain is an art in itself and requires a fully equipped machine shop with expert machinists as operators. The Federal Porcelain Co. has an exceptionally up-to-date shop and a fire proof storage vault is utilized for the safe keeping of hundreds of dies.
| |||
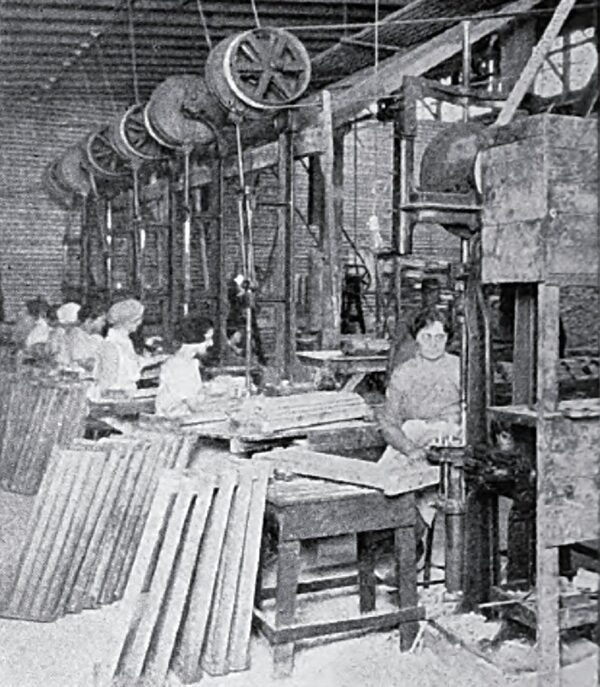
| In the Wet Process the Plastic Clay is Forced, Under Pressure, Thru Steel Dies, Emerging As "Rolls" |
| |||
| A Small Hand Fed Breaker, Used Temporarily to Break Up the Thoroughly Dried Filter Cakes is Shown in This Photo. |
Humidity Dryers Speed Process As each piece is formed or pressed, it is placed- on boards and these in turn are placed on specially constructed dryer cars which hold 26 boards. The temperature of the dryers is held at about 150 deg. F. and it takes but a few hours for one of the racks to pass thru the dryer. A system of fans and steam coils carefully adjusted for temperature and humidity has accomplished in a couple of hours what requires days in plants having less up-to-date equipment. It rarely happens that a piece of cracked ware issues from the dryer.
It will be noticed in this plant that the direction of movement of all work in processing from start to finish is always in a direct line without loss of time or space, dispensing with back hauls, rehandling and other wasteful methods.
| |||
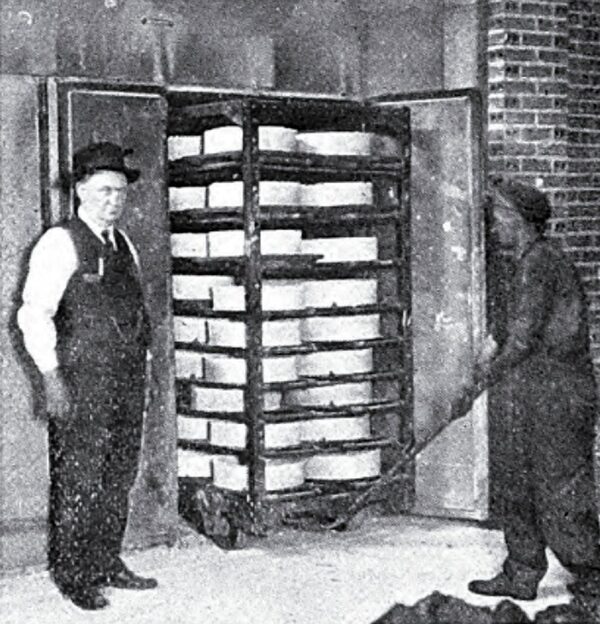
| Loading the Kilns. Saggers, Fired to 2,600 Deg. F., Last Six Burns in This Plant. Note How They Are Used After Failure Begins. |

| |||
| Truck Loads of Green Saggers Move Progressively Thru the Sagger Dryer. |
| |||
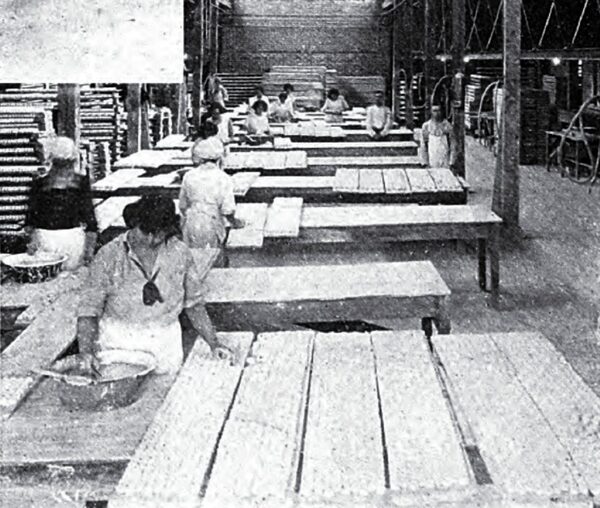
| The Same Racks , Which Carried the Ware From the Press Line, Carry It Thru the Dryers to the Dipping Room. Here Any Necessary Fettling is Done. All Pieces Are Dipped. |
Eliminate Handling Ware As the racks issue from the dryer, the cars are moved along an overhead I-beam into the dipping room. Thus the same racks which received the ware from the press lines and carried it thru the dryer, take their load to any desired part of the dipping room. Here the necessary fettling and spraying is done. All pieces which are to be glazed are dipped. This glaze, which consists of raw materials, is transferred from the mills to large tubs fitted with hoses, thru which the glaze is drawn as needed into enameled pans.
The glaze in the tubs is kept in a continual state of agitation, thus preventing any settling of the coarser grained materials and assisting in keeping the mixture in a homogeneous state. It will be noticed, in the accompanying photographs that the dipping room concurs with the belief of the officials of the company that plenty of light with cleanliness, orderly and sanitary conditions, increases the efficiency of the plant in general.
As the ware is dipped it is placed on boards and air dried, after which it is taken to the setting room, where it is placed in saggers.
We have now followed the processing of the ware made by the dry method and must necessarily return to the filter pressing operation to carry the wet process product as far as the setting room.
The Wet Process In the wet process, the plastic clay cakes from the filter presses are first pugged and then forced under pressure thru steel dies and emerge in the form of long hollow cylinders called rolls. These rolls are piled, sorted and cured in humidity racks to insure the correct plasticity. They are then cut into suitable lengths and one end is headed by a machine which is called a header. These headed tubes pass thru an automatic dryer, similar in form and construction to the drying mangles used in a pottery. When they emerge from the mangle they are sufficiently dry to be ready for firing. The tubes are placed in saggers before firing, as is, the glazed ware.
| |||
| Die Making Requires Fully Equipped Machine Shop and A Fire Proof Storage for Dies. |
| |||
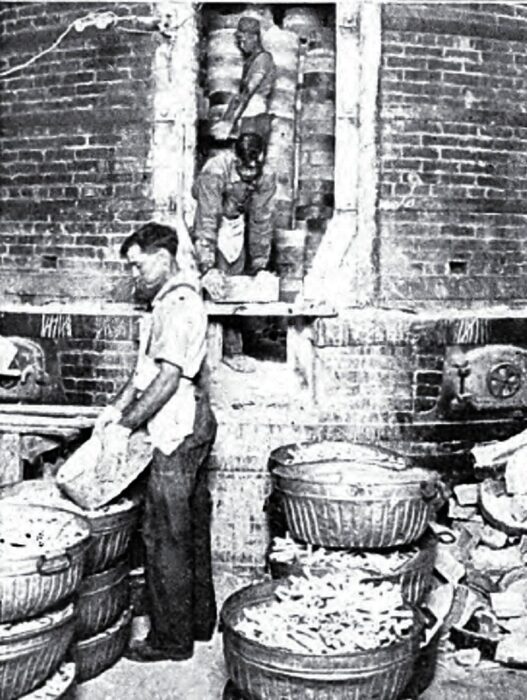
| When the Kiln is Drawn the Ware is Dumped Into Baskets. |
| |||
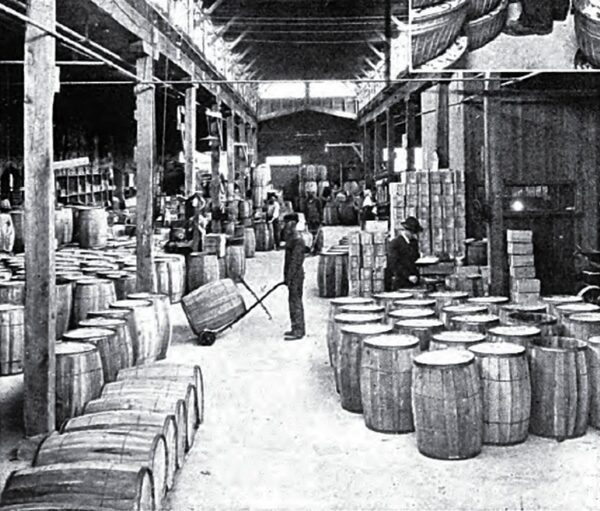
| The Ware is Packed in New Sound Barrels, Boxes, or Cartons, With Protecting Layers of Wood Shavings. |
Making the Saggers After the sagger clay has weathered for a considerable length of time in outside sheds and during which time it is carefully sprayed with water, it is brought into the plant and spread in a layer in the soaking pit. After a layer of clay is made a layer of grog is spread over it and then another layer of clay and so on until the pit, which is about four feet high, is filled. After each layer the mass is thoroughly soaked so that when the final layer is in place and soaked, the entire mass contains about the same degree of moisture. As needed the supply of sagger mix is taken from the soaking pit and pugged twice thru a horizontal pugger, before it is cut to size for the sagger press. The finished saggers are placed on steel pallets which in turn are set on the racks of the dryer cars and then rolled into the sagger dryer. This dryer is kept at a temperature of about 150 deg. F. and dries the saggers in about 12 hours. A well devised system of steam coils and fans accomplishes the drying.
The saggers made at this plant are comparatively shallow as the ware manufactured does not require a deep sagger.
In regulation up and down draft periodic kilns the ware is fired to a temperature of about 2,600 deg. F. in 30 hours. It will be noticed that the door of each kiln is equipped with a draft shaft which aids in drawing the heat directly from the kiln instead of allowing it to add to the discomfort of the workmen employed in this department. The kilns, which are fired according to pyrometer schedule, consume an exceptionally small amount of coal. The pyrometers are set in the walls at a distance of about four feet from the floor of the kiln and between the bag walls. It does not require a great deal of time to cool the kilns in this plant, and consequently the kiln turnover is remarkably high.
The contents of the saggers, after firing, are dumped into metal baskets and trucked away to the shipping department, where the porcelain is carefully packed into barrels, boxes, kegs and cartons, with protecting layers of wood shavings to prevent breakage.
An automatic weighing and counting machine practically eliminates the possibility of error in counting the products. Inspecting and grading is done in this department in order to cull out and reject any porcelain which does not come up to the standard of quality demanded by the Federal Porcelain Co.
An automatic barrel hoist elevates the barrels to a runway leading directly to the door of a waiting box car.
Canadian Ceramic Development Grows THERE has for some time existed the urgency of the development of the pottery industry in Canada in its many phases, and there is every opportunity for expanding in this business. Canada imports clay and clay products to the extent of more than $8,000,000 a year and exports to the extent of only about $500,000, while possessing excellent and varied clay deposits and other requisites for ceramic manufacture of which but a very limited advantage has been taken.
| |||
| Racks Convey the Green Ware From the Presses to and Thru the Dryer |

| |||
| A "Rack" Suspended From An Overhead "I" Beam Loaded With Green Ware Emerging From the Dryer. |

| |||
| A View of the Dipping Room Showing the Daylight Conditions Under Which the Employes Work. |
For some time it has been realized that there existed in the Dominion a particularly fine opportunity for the manufacture of tableware. Canada is importing articles of this nature to the extent of $3,300,000 per year, while at the same time there are unlimited quantities of the finest ball clay in Saskatchewan, quantities of excellent feldspar in Ontario, large supplies of fine quartz, and, in Northern Ontario, a deposit of china clay which is said to be equal to the finest English. Tests have likewise been made on a deposit of clay from Manitoba which appears to be suitable for pottery purposes. At length a commencement has been made upon their utilization in this particular phase of the industry, and the Ontario Potteries at Oshawa, Ont., has set out upon the first commercial undertaking of the manufacture of whiteware in the Dominion.
Valuable Clay in Saskatchewan District Among the most important clay fields of Saskatchewan is that of the East End-Ravenscrag District, in the Cypress Hills, near the southwest corner of the province. South of the Cypress Hills the Frenchman river exposes valuable refractory and semi-refractory clays. The deposits are not as refractory as those further east, but are of the earthenware and stoneware type suited to the manufacture of Rockingham, yellow ware, and a wide range of stoneware, including chemical stone ware of clay products that are burned to vitrified bodies in a range from cones 5 to 9.
These deposits are described as high grade raw clays favorably situated in reference to water supply, transportation and fuel.
Clays in Lake of the Rivers district, 250 miles east, are part of the same formation. It is from these exposures that the Alberta clay plants ship large quantities of raw clay to Medicine Hat, where it is mixed with East End clay for the manufacture of pottery.
At Readlyn and Verwood there are still others not much further removed from transportation. The majority of the white clays in this district are of ball or of semi-china class, burning nearly white in some cases, and to a cream-white in others. They are plastic and more refractory than the clays at East End. There are others of the stoneware type, as well as semi-refractories, suitable for sewer pipe, terra cotta, enamel ware, and ordinary fire brick for stove linings.
Pottery and fire clays are found in Willows, Readlyn and Claybank fields. From the Souris River good water is available. The district is much more attractive to the class of labor required than any other of the clay fields of the province. Situated near the international boundary, and at the gateway of the Western United States it is close to both the eastern and foreign markets.
Extensive Fire Clay Deposits The fire clays of the Dirt Hills are of singular interest and importance. Several extensive land slides on the northern side of the hills disclose sections of formations from 200 to 300 feet thick. It is in these exposures that some of the most refractory clays thus far discovered in western Canada occur. Several miles west of the Dirt Hills a second elevated area rises from the plains, and is known as the Blue Hills. Here, again are large exposures of refractory clays. For several years a company has been manufacturing fire brick near the town of Claybank at the foot of Dirt Hills. Provincial investigation has recently shown that exceptionally high-grade refractory tiles for locomotive arch work can be made from the Dirt Hills clay, a condition only met in the past by imported tiles.
