[Trade Journal]
Publication: Elektrotechnische Zeitschrift
Berlin, Germany
vol. 21, no. 44, p. 905-912, col. 1-3
The production of porcelain for the Electrical engineering.
By Josef Herzog and Clarence Feldmann.
I. The material and its properties. Among all the insulation materials used in modern electrical engineering, hard fire porcelain occupies the most prominent place. The exact knowledge of its production, properties and usability is an absolute necessity for the electrical engineer; it is difficult to obtain, since with the production of porcelain in general and with that of insulated porcelain in particular, as well as in every industry in which the manufacturers empiricism is a great deal of secrecy and because there is no detailed literature on this at all. The explanations given below are intended to inform those electrical engineers who are anxious to take some advantage of the difficult and not uninteresting production of insulated porcelain about the most essential aspects of the production of porcelain.
The hard fire insulating porcelain has substantially different properties than the tableware porcelain. A particular advantage of the latter, which distinguishes it from other ceramic products, is its transparency, which is not important in electrical engineering. Here the main moment of its usability is based on its isolation. What is it based on and how can it be achieved?
Porcelain is a ceramic product consisting of porcelain mass and a glaze covering the same on the surface. The mass again consists of a white clay that is unmeltable in the fire, the porcelain earth (kaolin), which gives the mass malleability, and two substances that can be melted in the fire, quartz and feldspar. If a corresponding intimate mixture of these three sabs is exposed to the melting heat of the gold in the finely ground state, thus the quartz and feldspaththeilchen come into flow and thus serve as a glue for the kaolintheilchen. The original pores are filled, the product is hard, sounding and shows a shell-like fracture. A porcelain mass will therefore be all the more insulated the more refractory the kaolin and the greater the feldspar content, the smaller the grain size, i.e. the finer the grinding of the raw materials used, and finally, the higher the firing temperature. The glaze is a potash-lime-Thonerde glass and also consists of kaolin, quartz and feldspath together with lime; but the mixture of these substances is such at a predominant content of feldspath and lime that at the same temperature, at which the mass merely softens, the glaze constituents become completely liquid and draw the mass with a uniform, glassy cover. Of mass and glaze, therefore, the latter, as a fully fused non-porous glass, is undoubtedly the more isolated matter, quite apart from other, later to fruitful advantages of glaze.
So let's first look at the mass. Its main component is a thonige substance, the porcelain earth (kaolin). It consists of Thonerde and silicic acid and was formed from Feldspath by thousands of years of weathering. It is white, fine-powdery and greasy. In Sauren it is unlosable. In wrought iron melting heat, it shows a brilliant shimmer on the surface without any trace of melting. If the fine white powder is pressed with water, a malleable dough is created. If you make plates from the same, dry and glue them, you notice a significant decrease in volume and weight. The pre-mentioned property is called plasticity, the latter as shrinkage. For a long time the cause of this miraculous behaviour was unclear, until the diligent research of Aron, Biscof and Seger shed light on this dark field of chemistry. It was found that the in this context, it is important to note that the smallest parts of the clay substance have a spherical shape, so that with a larger attachment of the corpses the mass shows a fish-rye-like character. The spherical shape of the smallest part of the clay substance is also the cause of the greasy swelling and ensures the possibility of giving the dough any shape, even mixing it with other, non-plastic substances up to a certain amount, without cancelling out its malleability, since the angular molecules of the added sub-stance are absorbed by the doughs. The addition of such a lean body reducing the plasticity of the clay substance is absolutely necessary in the preparation of the porcelain mass, since the thon substance alone just as a result of the spherical shape of its molecules contract (shrink) so unevenly during drying and firing that the formed objects emerge completely deformed from the fire.
As leaning agents, either a less plastic kaolin and quartz or quartz (KieseisAure) alone are used. The quartz, which is added to the clay substance in a finely ground state, does not merely cause warpingthe irregular shrinkage of the latterbut with the third component, the feldspath, the fusion of the kaolin particles. The usual Feldspath, a shows no alkaline properties in fire and combines with the silica Aure to form silicates, whereby the intimate union of all constituents is possible. The content of kaolin, or more correctly of plastic substance, must therefore be in a very specific relationship to the content of quartz and feldspath, if one wants to give a porcelain mass special properties, especially those of insulating properties. It must be pointed out that the raw materials occurring in nature are kaolin, Quartz and feldspath do not correspond at all to the chemical composition given by the normal formulas give here. Through the ingenious research of Richters, Aron and Seger, it is known that the completed kaolin contains not only chemically bound to aluminum silica Aure (Thon substance in the narrower sense of almost the same composition in all kaolins), but also fluctuating amounts of mechanically bound silica Aure; The latter has a natural effect and acts as a lean agent. Likewise, the quartz is not chemically pure silica anhydride, but always contains a lot of impurities and the feldspar, which actually corresponds to the formula K2 Al2 Si6 O16, contains sprinkled quartz in the amount up to 40%.
Too large a quartz content makes the mass too little plastic, it forms badly, too little makes it too plastic, the pieces show waves, impressions and bulges after the fire a consequence of the superficial tendency caused by the spherical molecule of the clay substance to warp too high a feldspar content makes the mass too soft (too fluid), It sticks to the Burn on the substrate, also a field path-rich mass tends to crack easily. A low-feldspar mass, on the other hand, shows a dry fracture -- ink melts on the fracture surface, a sign of the Porositate and consequently does not possess the desired isolation. If one does not take into account the fact that the manufacturer is not only concerned with these technical ventures but with regard to the prices of electrotechnical articles, which today are heavily printed, must also be guided by the prices of raw materials, so it is probably sufficient to illustrate how difficult it is to assemble an insulated porcelain mass in accordance with local conditions and yet rationally. At this point it should also be noted that the purity of the raw materials plays a very special role, since by using impure materials, the mass after firing either one shows a grey or yellowish appearance or black dots and spots. The right choice of raw materials, the exact knowledge of their chemical and physical properties are therefore the first requirement for the production of a suitable mass. Since in many cases the three mentioned three: kaolin, quartz and feldspath, are not sufficient, in some factories a white thon is added to the mass to increase its plasticity, or in the case of masses which do not have a high feldspar content, but are not insulating enough, one helps oneself by adding lime and, which melt easily in the fire and form silicates with thonerde and silicic acid.
It has been mentioned that kaolin has the property of reducing its volume and weight during drying and firing, i.e. shrinking, deforming itself in the process, and that, in order to reduce this shrinkage, a non-plastic, i.e. non-shrinking, substance quartz must be added to kaolin. The finished mass, consisting of kaolin, quartz and feldspath, will therefore have a much lower shrinkage than the kaolin. After all, this is still about 15 to 18% and varies greatly depending on the raw materials used. For the porcelain manufacturers, precise knowledge of shrinkage is of the greatest importance, since this must be taken into account in the manufacture of models and moulds. For example, if a mass in relation to 7 to 6 disappears, so one had to make the sides in the model 7 cm to form throws from it, which have 6 cm laterally long after the fire. In practice, however, the relationships are somewhat more complicated, since the shrinkage is not the same according to all dimensions usually it is larger in height than in width --, large objects also shrink differently than small, thick ones shrink more than thin. The shrinkage can only be determined by tests: by forming and burning different objects from the mass and comparing the dimensions before and after the fire. The resulting ratio figures are then used as a basis for calculating the shrinkage in the future. After all, the shrinkage calculation is not so simple and requires a lot of practice. Small deviations from the model are therefore, especially in articles that are formed by hand, almost always present and also not to be approached. As a result, the porcelain manufacturer must always be given some leeway, and most telegraph authorities, for example, allow a deviation of up to 3% from the specified dimensions for deliveries of insulators. We want to talk about the production-mass production of the mass later and now turn to the second component of porcelain, the glaze.
As already mentioned, the glaze is a Thonerde-lime-potash glass of very variable composition. The glaze must: above all, be hard, white and of such composition that it resists all weather influences. The glaze must have such a melting point that it melts completely at the same time as the mass softens and an intimate cementing of its constituents has been brought about. It must not be too heavy-flowing, otherwise the mass reaches the cooked earlier (is burnt); On the other hand, it must not be too light-flowing, otherwise it will run away from all wheels. However, the glaze must also have the same expansion as the mass, otherwise cracks will occur during expectation and cooling due to unequal stress ratios. The glaze is usually made of quartz, feldspar, kaolin and lime, but ground porcelain shards, dolomite, etc. are also used. Coloured glazes contain additions of coloured oxides, e.g. cobalt for blue, chromium for green, iron oxide for brown, manganese for yellow, uranium for black, etc. The view of some electrical engineers that colored glazes conduct the current because of their content of metal oxides is erroneous, because the metal oxides form silicates (glaziers) with the silica, which are of course completely non-conductive.
 |
| Fig. 17. |
 |
| Fig. 18. |
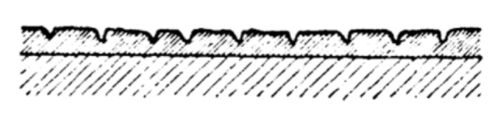
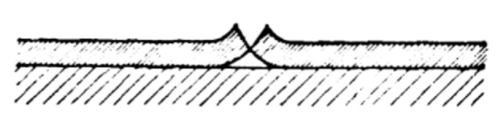
We did not want to close the chapter on glaze without pointing out the most essential properties of glazes in fire, or the defects of incorrectly assembled glazes. The most skin-occurring defects are black and brown dots or spots, which have no influence on the insulating surface, but affect the appearance of the object. These points and spots are usually one can say almost always, because other causes are too rare. of iron, which comes either as such when the minerals are crushed on the mills, or already as a chemical compound in the mass or glaze, if the quartz or feldspath contains mica, ferrous thones, etc., which have not previously been carefully removed. Another, less common defect, which is usually seen in calcareous masses, are black, raised dots in the glaze, which often occur in their thousands on an object and, if they are very are fine, give the object the appearance as if fine soot had fallen on it. The cause of this phenomenon lies partly in the faulty composition of the mass and glaze, but more in the firing method, because these many small and large black dots, which often reach the size of a grain of semolina and then cause the small dents in the glaze mentioned above, are nothing more than coal, which has not yet been completely burned. when the glaze became liquid and could not burn afterwards due to air exclusion. In the case of small objects, rollers, clamps, etc., this defect does not affect their usability, but high-voltage insulators are not allowed to show it. Another defect of the glaze is a matte appearance of the surface similar to the eggshell; it derives from imperfect and incorrect firing or inadequate meltability of the glaze. If, on the other hand, the If the firing temperature is increased too much, i.e. if the oven is "burned over", the glaze shows a pale yellowish colour with a greasy shine and lots of small bubbles, it is, as one expresses, "consumed". For the insulating nature, a glaze defect in particular comes into consideration: the cracked glaze, probably to be distinguished from cracks in the mass, which we will talk about later. Cracks in the glaze occur when the recess coefficients of mass and glaze are different, if the glaze does not keep pace with it in the above-mentioned shrinkage of the mass. The glaze cracks occur in two forms. They either cover the entire surface of the object in the form of a fine-meshed net, or they are only present in individual places in a few lines. In the former case if the glaze is too rigid, it shrinks more; in the latter case, the glaze is too light-flowing, it shrinks less than the mass. Viewed under the microscope, the crack in the former case has the shape of a furrow (Fig. 17), in the latter case the glaze is raised at the crack site, like two flexible flats that rise by pushing them against each other (Fig. 18).
In any case, a glazed cracked porcelain is to be discarded as not insulated. It should also be pointed out that the last glaze crack often does not occur immediately after firing, but often months later only when the objects are strongly cooled and then heated. Since outdoor insulators are exposed to cold in winter and heat in summer, special attention must be paid to high-voltage insulators that there are no glaze cracks or occur subsequently.
II. Production of porcelain mass.
The production of porcelain includes the following, strictly separated operations:
1. Production of mass and glaze.
2. Forms of objects.
3. Drying and gluing.
4. Glaziers.
5. Smooth burning.
6. Sorting.
As already mentioned, the mass consists of the plastic thonigen kaolin, quartz and feldspath. The porcelain earth will if we look at Germany and Austria in Silesia near Sorau. in the vicinity of Halle, in Saxony called Meissen, Bautzen, Oschatz, in Upper Franconia and the Bavarian Palatinate, near Passau, near Blansko in Moravia, near Pilson, but in the greatest and most outstanding quality in Zettlitz near Karlsbad in Bohmen. Depending on the shape from which the porcelain earth was formed by weathering, according to the degree of this weathering which is connected with the depth of the place of discovery the raw kaolins are very fluctuating in their composition, i.e. in their plasticity, fire resistance and colour. Undoubtedly the noblest variety in every respect which can only be reached by kaolin from St. Yrieia near Limoges is the Zettlitz soil, which is extracted in the mining way. The largest of the beer shafts which is also the largest kaolin factory in the world the Excelsiorsehacht owned by the Karlovy Vary Kaolin Industrial Company has a depth of about 50 m and demands 40 wagons of raw earth every day. The raw kaolin from the pit has a grey appearance, is more or less moist and can also be seen with the naked eye next to the white kaolin shiny quartz grains and mica plates. In this state, the porcelain earth is naturally unusable and must be subjected to a cleaning process, which in some porcelain factories is carried out in the factory itself, but has already become a special industry today. This purification process the sludge of kaolin takes place in such a way that in a vat provided with a Ruhrwerk, the whisk, the kaolin is crushed under a steady inflow of water, whereby all specifically heavy parts, i.e. quartz grains, mica, undecomposed feldspath residues remain in the vat and are removed from time to time from the same, while the kaolin remains suspended in the water. The resulting milky liquid is discharged into cement masonry box and afterwards into a series of massively inclined gutters, whereby all the constituents taken by the water and separated from the kaolin are still settled. In the last channel, the finest, now powdery sand finally remains back. The kaolin milk is now fed into large cement basins in which the solid parts are allowed to settle and then printed by filter presses. The now finished press cakes are dried and shipped in this condition.
Even the second component of the mass, quartz, cannot be used in the raw state because the natural quartz stone was too hard to grind. The quartz is therefore first calcined in a flame furnace, which makes it cracked and easier to grind. Finally, the third component, the Feldspath mostly from Bavaria, Bohmen or Sweden, the latter the most excellent variety is first washed and can then be immediately brought to the mill. In Thuringian factories one often uses a sand that occurs there in large quantities, which contains some feldspar and requires only a small amount of it. When using the spar-containing sand, calcium naturally does not occur. It is now a matter of grinding the three raw materials to the finest and mixing them in the desired proportion. Today, grinding usually takes place first dry and then wet. Feldspath and quartz are all used for are ground there to the Griesgrosse. A sieve apparatus is primarily connected to the Kollergang, which demands the coarse grains back onto the grinding surface. The sieved materials are now weighed and placed on drum mills. These are iron drums, lined with porcelain or quartz stones on the inside, which rotate in horizontal pins and in which the ground material is transported with water. an appropriate amount of added ball flint stones or porcelain balls is finely ground. The batch for such a Medium-sized drummers amount to about 500 kg of dry material for 12 hours. While quartz and Feldspath are finely ground on the drum mill, the kaolin is given in appropriate quantity to a wooden Ruhrwerk, which restores the press cakes mentioned above in the water. In wooden gutters, the contents of the drum are now fed into the Ruhrwerk and here causes the mixture of quartz and feldspath sludge with kaolin sludge. Bringing the bulk sludge into solid form is now the next task, and this is done in filter presses, as well as in kaolin preparation. In the production of the mass, particular attention must be paid to: 1. that any contamination, specifically by iron, is kept away from the materials (hence the quartz moulds, which are linings of the drum mills made of porcelain and wooden Ruhrwerke and gutters are used); 2. that the materials always have the same chemical composition, and 3. that they always receive the same degree of fineness, so that the mass always has the same shrinkage and the same fire resistance. The uniformity of the raw materials and their degree of fineness are of the utmost importance for the success of porcelain, especially when it comes to the production of insulations in which the exact observance of the dimensions is prescribed. However, it has already been mentioned that the raw materials do not occur chemically pure in nature and that the feldspath can contain varying amounts of quartz. We want to give just one example. Porcelain bases for light lamp barrels are to be produced from a mass. The metal parts must fit exactly on these bases.
During the production of the model and the mold, a shrinkage detected by previous tests was the mass of 7:6. Now, however, a consignment of feldspar contains randomly instead of 30% quartz at once, as is customary 10% this case is by no means excluded in practice but the mass is always assembled according to the same receptors and now contains without anyone being aware of it more quartz and less spath, i.e. shrinks less and the bases made from it are too large in any direction after firing. There is nothing left but to discard the models and forms and replace new smaller ones corresponding to the "new" shrinkage. If it is now the coincidence that the feldspar deliveries will take place again in the usual composition (with 10% quartz content), the bases from the new models are now too small again!
One will ask whether there was no remedy for such coincidences? The question must be answered in the negative. The chemical analysis is sometimes too complicated and costly, sometimes the removal of the sample from a wagon is too difficult. So you help yourself by always sourcing the same variety, inspecting each supply of spath carefully and producing the mass in such large quantities that small fluctuations in the composition of the raw materials disappear in the quantity.
The mass coming out of the press forms square press cakes of approx. 80 cm side length and 3 cm Thickness and contains about 25 to 33% water. It is not yet suitable for use in this state, it must first "rot", i.e. the mass, after it has been brewed into large piles, beaten together with wooden mallets and poured with water, is left for some time -- The longer the better deposit. What changes take place in the mass is still not completely clear. Various hypotheses have been put forward about this, but we shall ignore them. One thing, however, is that chemical changes It is also important to note that, in the case of the mass a bale of bale aged for a long time shows grey colour and the smell of hydrogen sulphide on the cut surface and that the plasticity and fire resistance of the mass increases the longer it has been stored. Practice has shown that larger objects made from fresh mass tended to crack easily, while those made from mass stored for months showed no cracks. By beating, watering and storing, the water content of the mass is of course also even. The deposited mass is now beaten, which is done either by hand, or in modern factories probably consistently with help of impact machines. The vision machine consists of a circular stone slab on which the mass is applied in the form of a ring. On this plate rotate horizontal and vertical rollers, the former of which make the ring wide, the latter strive to print it high, whereby the mass is milled through. The purpose of this operation is to equalize the existing difference in the humidity of individual masses, but above all to remove the air bubbles on the mass and make them completely homogeneous. Away from the impact machine, the mass is ready for processing. But before we turn to this branch, let us say the most important things about the production of models and shapes. because this is of interest to the electrical engineer if he wants to give an account of the way in which the various articles are manufactured. III. Production of moulds.
One has mainly five methods to form objects from plastic porcelain mass, namely by
1. Turning, made of moist, malleable mass 2. Crushing, made of moist, malleable mass 3. Wet pressing, made of moist, malleable mass 4. Pour to the liquid mass, 5. Punching from dry or old mass.
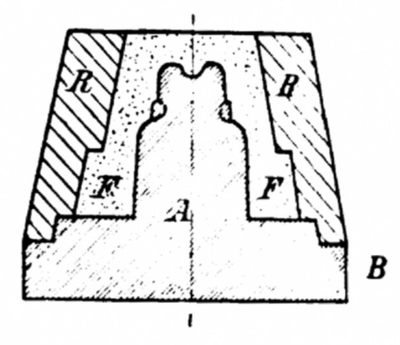
1. The turning shop. For the time being, models and forms of work are necessary for this. The fabrication of a turned object is to be demonstrated by an example. It was the production of a high-voltage insulator of the following form with three jackets (Fig. 19). The modeller who receives the pattern or sketch primarily designs a drawing of the insulator, taking into account the shrinkage. Soli e.g. the insulator in the fired state a diameter of 90 mm, have a height of 150 mm and if the mass in question shrinks in width 1/7, in height 1/6, the model must have a diameter of 105 mm, a height of 180 mm. The other dimensions naturally analogous. The model is turned from a solid gypsum body (Fig. 19a). (, energized with water, soon solidifies and lets itself be drained in a semi-hard state with an iron).
 |
| Fig. 19. |
 |
| Fig. 19a. |
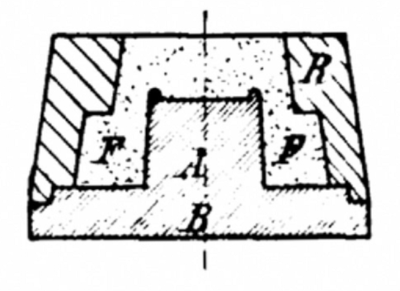
In this way, body A (Fig. 20) is altered, which forms a stucco with plate B. The groove on the insulator is not attached in the model, but only indicated by two lines. For the two inner jackets (sleeves) separate models are made, which are designed in the same way as the model of the insulator, ie consist of base plate B (Fig. 21), model body and a ring B, which has a heel on the inside and sits on the recessed edge of plate B. Ring B is also made of. Once the model parts are ready, they are dried and Cast moulds of it. The model body as well as the inner ring surface is brushed with oil soap and then poured into the cavity F of water-filled, which fills the shape exactly and soon solidifies. The shape thus merely contains the outer shape of the insulator. Are a sufficient number (about 100 to 150, depending on the number of insulators to be made) forms of the model cast, so the molds come to dry, for which one usually emptied, still used warm ovens; in doing so, the loses a part of its water content and assumes that valuable property of eagerly sucking in water from other moist materials. This is the basis of the following manipulation turning into molds.
 |
| Fig. 20. |
 |
| Fig. 21. |
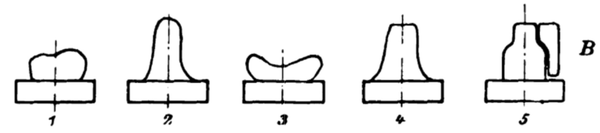
As a means of movement, the ancient pottery moved with the foot was used in the turning shop; for certain purposes it is still indispensable today. In most cases, however, the rotary spindle moved by machine force (transmission) is used, which makes about 150 to 250 U. p. M., depending on the type and size of the object to be turned. It consists of a vertical spindle running in track and neck bearings, which is threaded at the top for screwing on the disc head and is moved in some way, whether by belt or rope transmissions, or by friction from the right or left. The production of the isolator begins with the turning of the so-called Hubel. For this purpose, the spindle receives a screwed-on round wooden plate at the top, on which the turner brings a lump of mass corresponding to the size of the insulator and now works through the same while the spindle continues to rotate by stopping, lifting and lowering the hands. The individual phases of this operation are illustrated in the following sketch. (Fig. 22).
 |
| Fig. 22. |
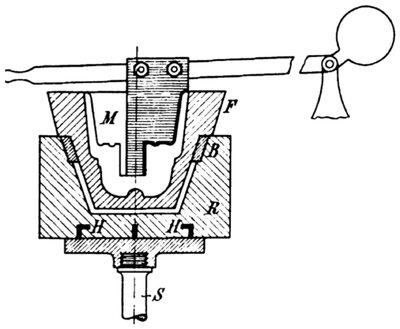
Finally, he holds a sheet B to the rotating mass, which gives the Hubel the approximate shape of the insulator and makes the surface smooth and clean. This turning of the hub, which may be replaced by pressing mass sausages from a machine similar to the brick press, has the purpose of removing the air bubbles still present in the same after beating the mass and to produce an equal structure in the mass. The Hubel is now placed with the tip downwards in the mold F (Fig. 23) and pressed into the mold with help of a lever press through a wooden punch. The plastic mass avoids the printing of the stamp and fills the mold completely. To attach the mold to the spindle, a disc head is used. It is screwed onto the thread of the spindle and consists of a top with three hooks H (Fig. 23), at the bottom of the center with a nut thread provided cast iron plate, on which a gypsum ring R, which has lead lining B inside, is poured. The shape F fits exactly into this lead chuck and is now taken along when the spindle S is turned.
 |
| Fig. 23. |
The inner shape of the insulator is made by a template. This is a sophisticated sheet metal plate corresponding to the inner shape of the insulator, which is attached to a rotatable stencil holder and for so long from the lathe operator into the rotary end with Mass filled form is held in until all excess mass is removed through the template.
The insulator now has its inner and outer shape, without the two inner coat and without the neck groove. The two inner mantles are turned in gypsum molds with stencils in the same way as the outer bell and then cemented with help of flowing mass. Before that, however, it is necessary to enter the cylindrical, for the inclusion of the Eisentrager's certain opening the screw thread can be cut. The drilling rigs for this are too varied that we could all mention them here. The simplest is a steel tube with screw thread at the bottom, with a handle at the top, which the lathe operator inserts into the slowly rotating mold and lifts out again by turning it back. Instead of a full steel tube, a cut out segment is also used and recently only automatic Drills. The cutting of the thread is easy, especially when the mass has dried a little. In the meantime, the dry mold has sucked in so much water from the moist mass that the mass is hard enough to empty the insulator from the mold. The next operation, the screwing in of the neck groove, is also performed on the turntable with help of a correspondingly shaped iron. It is now still rubbing, the lower edge smooth and round to rotate, whereupon the insulators can be dried.
The production of any other turned object is done in an analogous way. If an insulator is to receive an attachment (nose, horn), the same is formed separately in a mold and cemented with liquid mass, whereby it should be noted that both parts must have the same degree of moisture so that they shrink equally. For certain purposes, e.g. longer tubes with grooves, the Vertical spindle does not and horizontal turning machines are used for this.
2. Manufacture of articles by crushing. As in the turning shop, moist mass and moulds are used. These are second sacred and each half also contains the half of the object to be formed. The number of articles produced in this way is small, e.g. the stages and noses to insulators, small solid spheres, smaller oval or square bodies, where special accuracy is not important. The mass is placed in the mold and the second half of the mold is printed on it and left in this state for some time. If the has sucked in enough water, the pressed stucco can be emptied.
3. Wet pressing With the help of machines is used for the production of tubes, rods, rails and rollers. For this purpose, either a hand press a cylinder provided with a punch, which has a corresponding mouthpiece at the bottom, from which the mass is pressed out by the punch pressed downwards or a machine press similar to the brick press.
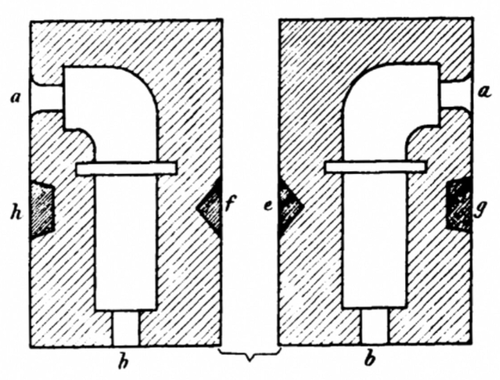
4. Watering. Casting is used much more frequently than the forming methods described sub 2 and 3. Most oval, square or otherwise unevenly shaped hollow objects are cast, which cannot be broken by turning, can still be produced by pressing. Specifically, all inlet pipes (Spouts, Pipes) are made by casting. The mass used for casting is mainly produced from the waste of the turning paste by pouring water over it for a few days (to which one can also add some soda solution) and then working through it in a Ruhr plant or by hand until a liquid of oil consistency has formed. The moulds intended for casting are, of course, furnished differently from those of the threshing shop. If, for example, an entry tube of the following shape (Fig. 24) is produced, then the shape, which is second holy, has the in Fig. 25 shown.
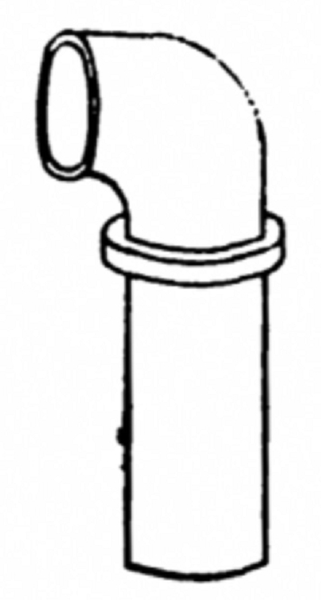 |
| Fig. 24. |
 |
| Fig. 25. |
Each half also contains half of the outer shape of the tube; the two incisions f h correspond with the approaches e and g, so that the halves always fit together. The opening b is clogged with mass, into the opening a the liquid casting compound is poured through a funnel. After a few minutes, the has sucked in so much water that an approximately 2 to 3 mm thick wall of solid mass has been applied to the mold, whereupon the liquid mass still in it is allowed to leak out by tilting the mold. Now leave the object in the mold for a while and then empty it. It is obvious that moulds can be used for less time than leno moulds, as the former suck more water. If the cast objects are sufficiently firm that they can be handled, they are cleaned, the seams created by the joint of the mold are blurred, the edges rounded. While the turning shop is run almost exclusively by men, the foundry is mostly women's work.
5. Punching. The stamping shop was actually only created by electrical engineering and brought to its present high by it. Electrical engineering, especially the factories which manufacture switches, fuses, sockets, etc., and formerly used wood, ebonite, slate, etc., from the outset, the porcelain vehicles were subject to certain requirements with regard to the most precise observance of the dimensions, so that it would not have been possible to place certain demands on porcelain vehicles from the outset with regard to the most precise compliance with the dimensions, so that it would not have been possible to meet these requirements with the help of the Commission is also aware of the need to meet the requirements of the manufacturing methods used up to that point.
One had to resort to more exact, less wear-out forms and instead of gypsum molds first metal molds, later those made of steel, and today die production is already an industry in its own right and at artistic level. According to the shapes, a mass had to be chosen, which can only be formed by pressure and does not stick to the steel mould the die. Moist mass was therefore excluded and so the so-called dry matter was used. The dry mass is usually prepared on the waste of the leno compound by letting it dry in the air until it is white and easily rubbed. This waste is particularly suitable for this purpose.
Purposes, because the once worked through mass is significantly more plastic than fresh mass. The dry mass lumps are now placed in a pulverizer mid sieve machine (disintegrator), in which the mass is crushed by rotating clubs and then drives it through a sieve. The white powder thus obtained is now either brewed into wet cement or gypsum boxes and sprayed with water, or moistened by spraying and rubbing until the mass has absorbed about 10 to 20% water; some punching compounds tolerate more, some less. A mixture of a fat and a light oil (usually rapeseed oil and solar oil) is sprayed onto the moistened mass, rubbed the mixture again and sieved. 10 kg mass contains about 1 to 21 water and 1/2 to 3/4 to I oil mixture. This mass must be mixed by weight or size and accurately if you want to achieve pieces of uniform shrinkage. In the finished state, the mass has a gray color, is powdery in semolina form and smells faintly of kerosene. The punching compound is of course considerably more expensive than the turning compound because of its complicated preparation due to its content of oil. Pressing is now relatively simple and fast. The die is fed with mass, the press punch is pressed down, lifted again and the finished piece can be removed from the die. To go into detail about the setup of the matrices here would go much too far.
Matrices for rollers, etc. are made double and screwed into a support that allows quick opening and closing. Other dies consist of frames, sub-punch with puller device, etc. depending on the shape of the object to be manufactured. Notches, recesses, lateral recesses are made by sliders in the die. Threads are created by the fact that appropriate screws are attached in the die, which are pressed in and removed from the outside with the help of a transmission and crank. Nevertheless, the production of threads in porcelain no longer encountered any difficulty, their attachment to porcelain is very impractical and insightful constructors all work towards achieving the same purpose without threading. The dies are mostly made of hardened steel and their production 1st very tedious and expensive. Especially in the case of complex pieces, e.g. sockets for incandescent lamps, sockets, etc., which are sold at a price of 15 to 20 M per thousand and at which the die costs 150 M, the value of the die is not at all dry at the market price of the goods; the output for a new die can only be recovered by selling enormous quantities. If, however, a change is made to the base or the model is replaced by a more modern one, the die is cancelled at the same time. Of particular importance in the production of the die is the calculation of the shrinkage, as already discussed above in the discussion of shrinkage. When the objects are pressed and dried, they are cleaned, the presses rubbed, the burrs scraped off; they are then ready for fire.
IV. Production and firing of Ware. The articles produced by turning, pressing, casting or punching are dried, which is usually done in the relevant work rooms or in specially equipped and steam-heated drying rooms. In the process, the objects change their color, which gradually changes from gray in the wet state to white. However, a white appearance from the outside is no proof that the piece is also dry inside. Drying must therefore be carried out carefully and evenly, especially large objects with strong walls must be dried very carefully and slowly and protected from drafts if cracks are to be prevented. The porcelain mass had the treacherous property that such cracks often only appear after the first or even second firing. Small insulators, castings and die-cut articles are dry in a few days and can be burned up, large insulators require a 1- to 2-month drying time.
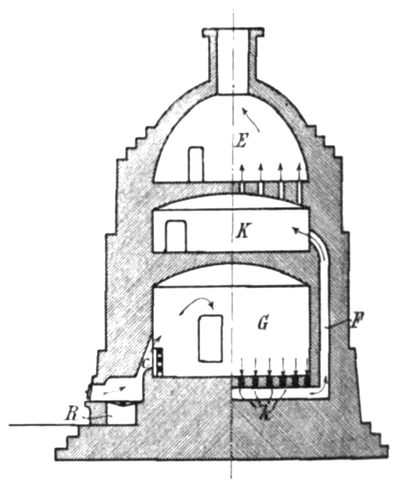
The burning of the goods takes place simultaneously with the sharp fire and in of the same furnace in such a way that of the lowest chamber of the furnace. For a better understanding, we first want to briefly describe the oven. There are quite a number of furnace systems, old and new constructions, and every manufacturer usually swears that his system is the nest. The furnaces are also different depending on the coal used, because lignite requires a different equipment than coal and even the quality of the coal determines the internal construction. In addition to furnaces heated directly with coal, there are also gas stoves; such a furnace, heated with generator gas, is in operation at the Royal Porcelain Manufactory in Charlottenburg and is fully functional. Nevertheless, the gas stoves have not yet been able to become naturalized and after several costly attempts, the standing flame furnace has been returned, although today no porcelain manufacturer ignores the view that in no industry such an irrational utilization of coal takes place as in the porcelain distillery, in which hardly more than 15% of the calorific value of the coal is used. The modern furnaces with a precipitative flame burn somewhat more economically than the old systems with a rising flame, but a particularly considerable saving is not achieved, because the essence of porcelain firing consists precisely in producing a flame oversaturated with carbon and any air entry which could permit a complete combustion, to be avoided. More detailed solos this can be discussed at the smooth brandy. A modern three-storey furnace with precipitation flame consists of the lowest floor G intended for live fire blight (see Fig. 26), a medium smaller chamber K, which is used for burning the capsules (chamotte box) and finally the top floor E glow cap in which the first glow fire. The oven is circular and has a clear diameter of 4.5 to 6 m. The oven wall is outside of ordinary bricks on a very solid stone foundation and inside lined with chamotte bricks about 1 in the whole strong. The lowest floor is 2.5 to 3 m high up to the cloud, the middle one about 1.75 to 2 m, the uppermost to the chimney about 5 to 8 m high. The chimney has a height of about 8 to 10 m and a clear width of 0.6 to 1.2 m. Each floor has a door-like opening, which is bricked up with chamotte bricks during the fire. The furnace with precipitation flame outlined above has 7 flat gratings of approx. 1 square metre area (R); the flame enters the furnace through channel c, rises, rolls over at the cloud, and passes through a large number of small round channels (k) in the bottom of the furnace. These channels are arranged in concentric circles, have a diameter of about 15 to 20 cm and unite under the bottom of the furnace to form larger channels that merge at the periphery of the furnace, so that the flame is brought together again here in order to be led to the second floor in vertically rising channels of about 40 cm of light diameter (F) the channels in the furnace wall are always arranged in the middle between two fire bars. From this floor, the flame rises through a large number of vertical channels arranged again in concentric circles in the cloud directly into the annealing furnace and from here into the chimney. In the lower Scbarffeuer -- The furnace has a temperature of about 1800 to 2000 ° C, in the top one such a temperature of 600 to 800° C. The direction of the fire will be described later.
The dried goods are therefore brought to the top floor, in boxes, so-called capsules made of chamotte mass. The capsule mass usually consists of a fat very plastic, fireproof and a lean refractory thon and chamotte (ground fired capsules). The capsules are formed and dried in gypsum molds in the same way as the porcelain and then pre-fired on the middle floor K. In general, the following requirements are placed on a good capsule mass:
 |
| Fig. 26. |
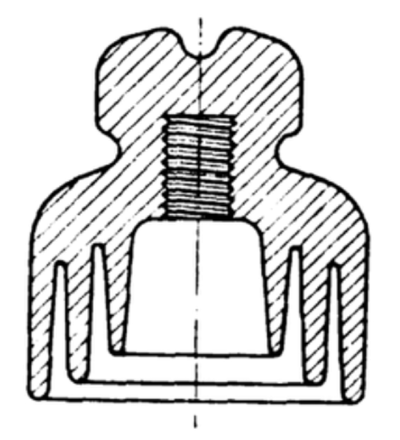
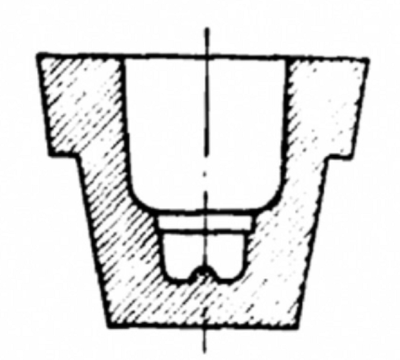
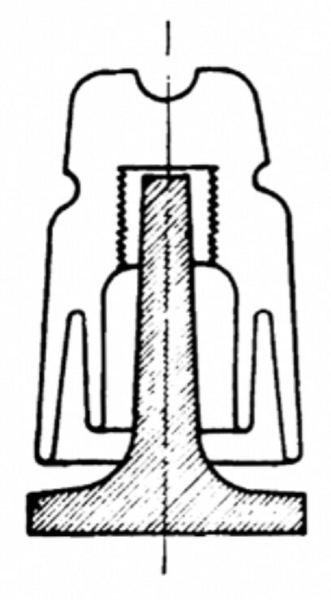
They do not shrink slightly, do not deform themselves in the fire, do not tear, especially they must not frit so that the capsules do not stick together. In glow burn, the capsules last a longer time, while in smooth firing they can only withstand three to six fires and then must be thrown away. The insertion of the porcelain into the capsules for glow fire must be done very carefully, as the mass crumbles and breaks out very easily. The filled capsules are stacked on top of each other, bump after bump placed in the oven and light objects can be placed on top of the bumps without being filled into capsules. The fire lasts about 18 to 24 hours. The shrinkage that the scales suffer in the glow burn is minimal. It only loses its water content and has a yellowish rough appearance, some sound and slightly greater strength after firing than before the fire, but is still crumbly and easily fragile. A special property of the burned wafers is their porosity, which is so strong that a drop of water brought to the shards is eagerly sucked in. The following glazing is based on this behavior. The glaze (consisting of feldspar, quartz, kaolin, lime and often porcelain shards) is ground with water like the mass on drum mills and must be sufficiently fine to grind evenly; on the other hand, it must not be too fine, otherwise it will run off the edges. In the liquid glaze i.e. into the water in which the finely ground glaze components are suspended the objects, after they have been cleaned of the adhering dust, immersed in such a way that all the parts to be glazed remain in the liquid for the same amount of time, so that the glaze is equally strong everywhere. When immersed, the porous body eagerly sucks in the water, consequently appears dry immediately after diving and the glaze remains as a fine, white powder on the surface. A corresponding glazing depends on the hardness of the incandescent wafer; if it is fired too little, too soft, it sucks the glaze too much and too much breakage also occurs during glazing. 1st on the other hand the incandescent ware fired too much, too hard, so it sucks too little, the glaze is consequently too thin and is matt after the sharp firing. Glazing requires considerable practice and manual finishing, especially for large pieces. After glazing, those surfaces on which the piece rests after subsequent firing must, be cleaned from the glaze by scraping so that it does not stick there. Most insulators (almost all low-voltage bells) are fired at the lower edge of the outer bell and must therefore also be unglazed there. In the case of high-voltage insulators, in which it is important that the rainwater drips off quickly from the lower edge in order to avoid edge discharges, it is preferable to glaze this edge as well. and one must then burn either the insulator standing upside down, whereby the upper head surface remains rough, or on a support of capsule mass, on which the insulator rests in the threaded opening. More recently, it has been realized that the risk of penetration of the insulating gates can be significantly reduced or eliminated if the inner surface the entire thread opening is glazed, since each glaze layer acts like a glass wall. If this is to be achieved, the insulator must be fired on the lower edge of one of the inner jackets. The following sketch (Fig. 27 to 30) explains the different firing methods, whereby the hatched parts represent chamotte supports.
 |
| Fig. 27. |
 |
| Fig. 28. |
 |
| Fig. 29. |
 |
| Fig. 30. |
Not all objects can be dipped into the glaze. Specifically small articles. e.g. bases to switches, etc., which should only be glazed in individual places, are not dipped, but the glaze is applied with the brush. If you want to leave individual surfaces unglazed on objects that are dipped, they are first coated with oil or covered by rubber stencils. Objects that are to remain completely unglazed are filled directly into the fire-firing furnace immediately after glow firing or even after twitching. After glazing, the objects are filled into capsules and these are placed on top of each other as in the case of glow firing in the oven and lined up bump by bump. However, filling into the smooth furnace is more complicated than in annealing furnaces; many circumstances have to be taken into account that a well-trained working staff is needed to achieve good results. Above all, it must be taken into account when filling that only good crack-free capsules are used. Also, those insulators that are feared to warp in the fire are placed on specially grounded chamotte plates. This base must be sieved with chamotte or quartz powder before placing the piece in question with the glaze-free surface on top to prevent the porcelain mass from sticking to the backing. If, when the capsules are stacked on top of each other, the same gaps remain, they must be smeared, otherwise the pieces present in the capsule in question will be soiled by the fly ash of the flame.
1st the furnace is filled, so the doors are bricked up and the grates previously fed with some wood and coal are fired. The fire occurs in two periods strictly observed by each other, in a pre-fire and a sharp fire. Depending on the type of coal used and the furnace system, the pre-firing takes about one-third to one-half of the burning time. During the pre-firing, the grates are never fully loaded, and coal is only reworked in gaps of about 25 to 30 minutes. Everything in the oven, capsules and porcelain, is covered with a layer of soot. By keeping the heating doors open and feeding the grates only occasionally, a complete combustion of the carbon content of the fire gases, an oxidizing furnace atmosphere is achieved, so that at the end of the pre-fire the soot burns in the furnace, i.e. the furnace is clearly fired. During this period, neither frying of the mass nor melting of the glaze occurs. At the end of this period, the actual fire-blight is begun by completely filling the grates in short gaps, always closing the heating doors and always keeping the grate completely covered, so that a fat, white flame forms and a reducive atmosphere in the furnace. Any air access, be it through the grate or the bricked-up doors, must be carefully prevented. The reducing, carbon-supersaturated flame is necessary to reduce the iron compounds contained in mass and glaze and thereby obtain a white porcelain. In case of incorrect access of air, the mass turns yellow or has yellow spots, the glaze becomes matte, blistered and also yellow. The success of the fire depends on so many coincidences and the success is so precarious that a personality intimately familiar with the management of the fire and the furnace is necessary to obtain a good and uniform porcelain. The coal consumption is very variable and varies between 1.5 to 6 wagons per furnace, depending on the size and system of the furnace, heating power of the coal and meltability of the mass and glaze. The greatest coal consumption is self-evident during the fire, and beer is a coal saving foreseen, because the reducing flame is an absolute necessity. For a furnace 6 m in diameter and 3 m high, the ratios are approximately as follows:
(Firing) Filling the oven 20 hours (Firing) Fire Forefire ..........8 hours (Firing) Sharp fire .............14 hours Cooling of the oven ......38 hours Emptying the oven ... 10 hours
which requires a staff of about 40 people for all three floors. The coal consumption is two wagons of lignite and one wagon of hard coal.
If the fire-blight has progressed to such an extent that the burner considers it appropriate to stop the fire, a "test" shall be taken. For this purpose, there are usually 3 openings in different heights in the furnace wall, through which one can remove porcelain cups from the interior with the help of an iron hook, after the appearance of which one is then able to assess the progress of the fire. One also applies so-called "Seger cones" are also used as pyrometers (small cones formed from clay that melt at a certain temperature), but these only provide information about the temperature and not about the appearance of the glaze. If the test cup shows that the mass and glaze have burned out, the firing is to be regarded as finished, with the stoking is hoarded, the heating doors are well closed and smeared and the stove is left to itself. After about 24 to 86 hours, the oven is sufficiently cooled for emptying, capsule after capsule is removed from the same and the goods are emptied from the capsules. It is inevitable that a number of the capsules used will be broken, which of course must be successively replaced. The broken capsules are ground and used as an additive to the capsule mass. The contents of the oven are now placed in a sorting room and sorted into usable and unusable wares. It is obvious that not all articles will be sorted with the same subtlety and, for example, in the assessment of high-voltage insulators much stricter than in the selection of insulators for low currents. All pieces with internal or external cracks of the mass and glaze are to be excluded as defective under any circumstances. Also to be excluded are those with boiled, blistered glaze, as well as those which have not received the sufficient degree of fire during firing, and in which, as a result, the mass is not completely fried. Small black dots, which can easily be formed by impurities in the glaze, slight deformities, do not affect the insulating ability and such pieces can be used in any case. In general, the same applies to high-voltage insulators, but this will of course be sorted much more strictly and possibly subject the insulators to an electrical test before their expedition, starting from the principle that insulators which withstand twice the amount of the operating voltage for a few hours during the test will then permanently withstand the operating voltage in their practical use. This test, as empirically as the same otherwise, at least has the advantage that those bells, which have small internal cavities as a result of working errors, can be eliminated from the outset.
In the present sketch, of course, only the main moments of porcelain production could be touched, in order to give only a reasonably clear picture of the production of porcelain insulating articles. We had to go into the details of the fabrication more for the reason that Understanding these details would require practical experience that was not available to us. More than in any other industry, the view is necessary in this one to understand the individual processes. Therefore, every electrical engineer should try to find out about the still best insulating material possibly dumb the visit of a porcelain factory. Our sketch may then serve as a guiding thread. Perhaps it also contributes to the fact that one or the other design already takes into account the difficulties and peculiarities of the manufacture of the insulated porcelain described here more than has sometimes been the case so far.
